English
English русский
русский Español
Español
Inicio / Noticias / Noticias de la Industria / Por qué la fundición en arena supera a la fundición a presión en muchas aplicaciones
Contenido
- 1 La respuesta corta: la fundición en arena gana en costo, flexibilidad y escala
- 2 Costo de herramientas: donde la fundición en arena tiene una ventaja decisiva sobre la fundición a presión
- 3 Versatilidad del material: fundición en arena funciona con metales fundición a presión No puedo manejar
- 4 Tamaño y peso de la pieza: la fundición en arena escala donde la fundición a presión no puede
- 5 Complejidad geométrica y características internas: la fundición en arena ofrece más libertad de diseño
- 6 Volumen de producción: por qué la fundición en arena es mejor para tiradas de volumen bajo a medio
- 7 Porosidad y propiedades mecánicas: abordar las debilidades de la fundición a presión
- 8 Plazo de entrega para piezas nuevas: la fundición en arena le proporciona piezas más rápido en las primeras etapas
- 9 Industrias específicas donde la fundición en arena supera a la fundición a presión
- 10 Cuando la fundición a presión es realmente la mejor opción
- 11 Consideraciones ambientales y operativas
- 12 Resumen: elección de la fundición en arena en lugar de la fundición a presión
La respuesta corta: la fundición en arena gana en costo, flexibilidad y escala
Si elige entre fundición en arena o fundición a presión, la decisión se reduce a lo que realmente necesita. La fundición en arena es mejor que la fundición a presión cuando los presupuestos de herramientas son ajustados, cuando las piezas son grandes o geométricamente complejas, cuando se trata de volúmenes de producción bajos a medianos o cuando se deben utilizar metales ferrosos como el acero y el hierro. La fundición a presión sobresale en la producción de gran volumen de piezas pequeñas de aluminio o zinc de paredes delgadas donde el acabado de la superficie y la consistencia dimensional son críticos. Pero para una amplia gama de aplicaciones industriales, de ingeniería y de prototipos, la fundición en arena sigue siendo la opción más práctica y económica.
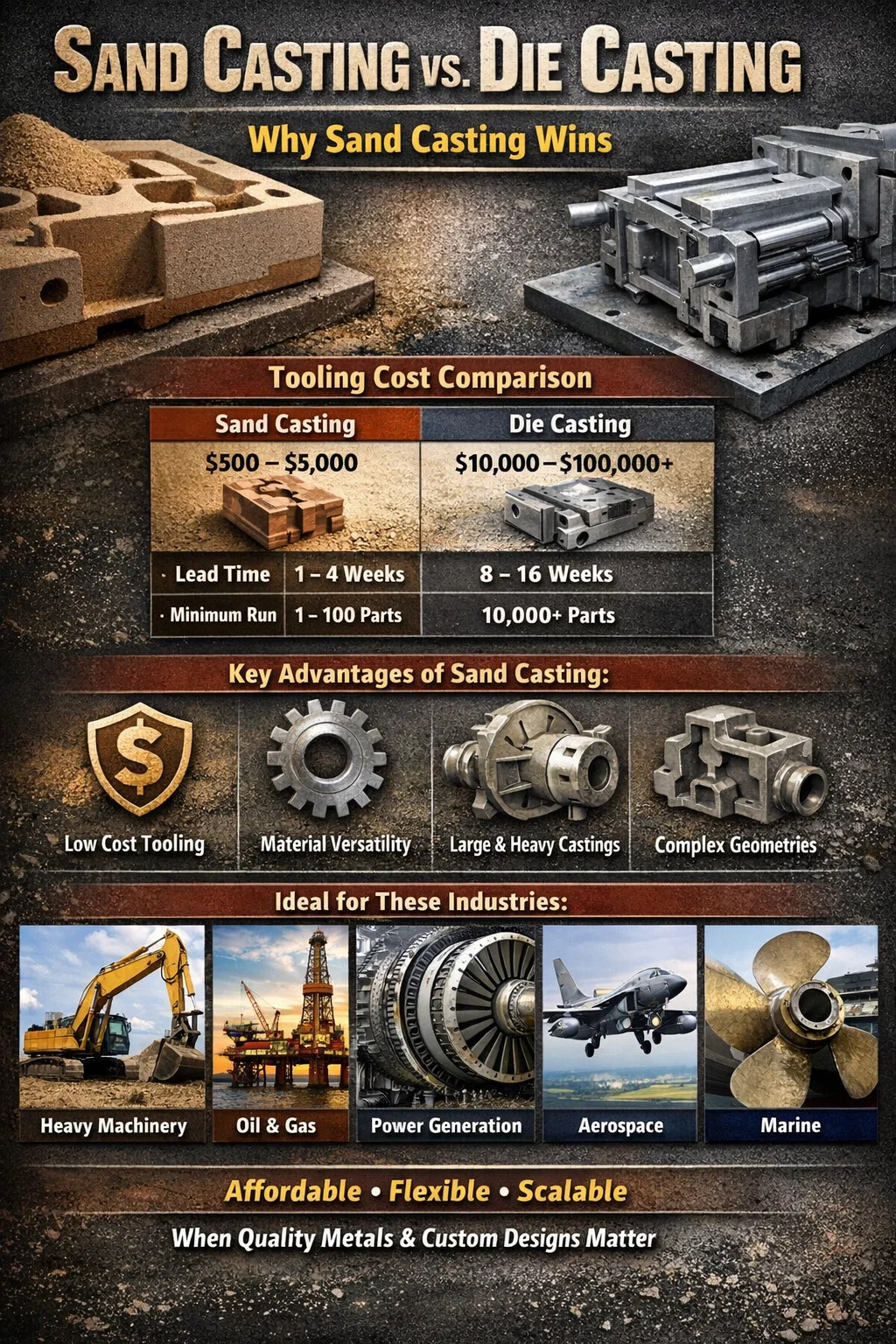
La diferencia fundamental radica en las herramientas. Un molde de fundición a presión puede costar desde $10,000 a más de $100,000 , mientras que un patrón de fundición en arena normalmente cuesta entre $500 y $5000 . Para cualquier cosa que no sea una producción en masa de cientos de miles, esa brecha por sí sola hace que la fundición en arena sea la decisión financiera más inteligente.
Costo de herramientas: donde la fundición en arena tiene una ventaja decisiva sobre la fundición a presión
La fundición a presión requiere matrices de acero endurecido que deben soportar miles de ciclos de inyección bajo presión extrema, a menudo entre 1500 y 25 000 psi. La fabricación de estos troqueles exige un mecanizado de precisión, tratamiento térmico y una verificación de calidad exhaustiva. El plazo de entrega para una matriz de fundición a presión suele ser 8 a 16 semanas , y una vez construida, las modificaciones son costosas o imposibles sin desechar toda la herramienta.
Los patrones de fundición en arena, por el contrario, están hechos de madera, resina o aluminio. Son mucho más sencillos de fabricar, más fáciles de modificar y muchísimo más baratos. Si se necesita un cambio de diseño después de la producción inicial, se puede reelaborar o reconstruir un patrón de fundición en arena a una fracción del costo de alterar un molde de fundición a presión.
Para el desarrollo de prototipos y la ingeniería iterativa, esta diferencia es transformadora. Un equipo de producto que desarrolla una carcasa de bomba industrial o un soporte personalizado puede probar tres o cuatro iteraciones de diseño en fundición en arena por el mismo costo que una sola matriz de fundición a presión. Esto acelera los plazos de desarrollo de productos y reduce el riesgo financiero en las primeras etapas de un proyecto.
| factores | Fundición en arena | fundición a presión |
|---|---|---|
| Costo típico de herramientas | $500 – $5,000 | $10,000 – $100,000 |
| Plazo de entrega de herramientas | 1 – 4 semanas | 8 – 16 semanas |
| Costo de modificación del diseño | Bajo | muy alto |
| Ejecución mínima viable | 1 – 100 partes | 10.000 piezas |
Versatilidad del material: fundición en arena funciona con metales fundición a presión No puedo manejar
Esta es una de las limitaciones técnicas más importantes de la fundición a presión que a menudo pasa desapercibida. La fundición a presión se limita en gran medida a metales no ferrosos con puntos de fusión relativamente bajos, principalmente aluminio (punto de fusión ~1220°F/660°C), zinc (~787°F/419°C) y magnesio (~1202°F/650°C). La razón es sencilla: las temperaturas extremas necesarias para fundir metales ferrosos destruirían las matrices de acero en poco tiempo.
La fundición en arena no tiene tal restricción. Se utiliza habitualmente con:
- Hierro gris y hierro dúctil (punto de fusión ~2100°F / 1150°C)
- Acero al carbono y acero inoxidable (~2500–2800°F / 1370–1538°C)
- Aleaciones de cobre y latón (~1750–1980°F / 955–1082°C)
- Aleaciones y superaleaciones de níquel utilizadas en aplicaciones aeroespaciales y energéticas.
- Aluminio y aleaciones de aluminio (compatibles con ambos procesos)
Para las industrias que dependen de componentes de hierro o acero, como maquinaria pesada, equipos de construcción, maquinaria agrícola e ingeniería marina, la fundición en arena no es simplemente una preferencia. Es la única opción de casting viable. Considere que El hierro gris representa aproximadamente el 70% de todas las piezas fundidas producidas a nivel mundial. , y casi todo ese volumen se fabrica mediante fundición en arena. Esa estadística por sí sola indica dónde domina realmente el proceso.
El hierro dúctil, en particular, ofrece una combinación de resistencia a la tracción, ductilidad y maquinabilidad que lo convierte en el material preferido para engranajes, cigüeñales, componentes hidráulicos y piezas estructurales. No se puede acceder a ninguna de estas aplicaciones mediante fundición a presión. La fundición en arena es la puerta de entrada a toda la gama de metales de ingeniería, no sólo al subconjunto que se ajusta a las limitaciones térmicas de la fundición a presión.
Tamaño y peso de la pieza: la fundición en arena escala donde la fundición a presión no puede
Las máquinas de fundición a presión son potentes, pero tienen limitaciones físicas. Incluso las máquinas de fundición a presión de alta presión más grandes de uso comercial alcanzan su punto máximo en la producción de piezas que pesan alrededor de 50 a 75 libras (22 a 34 kg) . La matriz en sí debe caber dentro del tamaño de la platina de la máquina, y las presiones de inyección involucradas hacen que las piezas muy grandes sean estructuralmente poco prácticas.
La fundición en arena no tiene casi ninguna limitación en términos de tamaño o peso. Los bloques de motores, las carcasas de turbinas, las carcasas de bombas, las hélices de barcos y los cuerpos de válvulas industriales se funden regularmente en arena. Pesaje de piezas varias toneladas no son infrecuentes en sectores como la generación de energía, la minería y el petróleo y gas marinos. Un solo componente de hierro fundido en arena para un motor diésel grande puede pesar 500 libras o más, completamente fuera del alcance de cualquier proceso de fundición a presión.
Esta escalabilidad significa que para los ingenieros que trabajan en grandes bienes de capital o componentes estructurales, la fundición en arena no se elige como un compromiso en lugar de la fundición a presión: es el único proceso que puede producir físicamente lo que se requiere. El molde simplemente se reconstruye a partir de arena cada vez, por lo que no hay límite de placa de la máquina, ni restricción de capacidad del troquel ni techo de presión de inyección que haya que solucionar.
Complejidad geométrica y características internas: la fundición en arena ofrece más libertad de diseño
La fundición a presión utiliza troqueles metálicos rígidos que deben abrirse y cerrarse en línea recta, lo que significa que cada característica de la pieza debe estar orientada para permitir la separación del troquel sin socavar las herramientas. Los pasajes internos complejos, las cavidades profundas y los cortes socavados son imposibles o requieren costosos mecanismos de acción lateral que añaden un gasto significativo al troquel.
La fundición en arena utiliza moldes y núcleos desechables. Un núcleo es una forma de arena separada colocada dentro de la cavidad del molde para crear huecos internos: cámaras huecas, pasajes, canales y geometrías internas complejas que serían físicamente imposibles en un troquel rígido. Esta capacidad es la razón por la que se utiliza la fundición en arena para bloques de motor con camisas de agua, colectores con conductos de flujo internos y cuerpos de válvulas con múltiples canales internos.
Qué permiten los núcleos en la fundición en arena
- Pasajes de refrigeración internos en componentes de motores y turbinas.
- Secciones estructurales huecas que reducen el peso sin sacrificar la resistencia.
- Canales de flujo de fluido complejos en carcasas de bombas y válvulas
- Geometrías socavadas que bloquearían una pieza dentro de un troquel rígido
- Múltiples cavidades internas que se cruzan en un solo molde
La fundición a presión puede producir núcleos utilizando insertos solubles o separables en algunas aplicaciones, pero esto agrega costos y complejidad al proceso que erosiona rápidamente las ventajas de eficiencia que normalmente ofrece la fundición a presión. Para piezas donde la geometría interna es una prioridad de diseño, la fundición en arena es arquitectónicamente superior.
Los requisitos de espesor de pared también difieren significativamente. La fundición a presión puede producir paredes muy delgadas, a veces tan delgadas como 0,040 pulgadas (1 mm) —Lo cual es excelente para piezas ligeras de consumo o de automoción. Pero también impone requisitos de uniformidad para garantizar que el flujo de metal llene la matriz. La fundición en arena es más tolerante a los diferentes espesores de pared dentro de una sola pieza, lo que brinda a los ingenieros de diseño mayor libertad al crear estructuras complejas con secciones tanto gruesas como delgadas.
Volumen de producción: por qué la fundición en arena es mejor para tiradas de volumen bajo a medio
La economía de la fundición a presión se basa en la amortización de un costo fijo de herramientas muy alto en una gran cantidad de piezas. Cuando esa amortización funciona (cuando se producen 50.000, 100.000 o 500.000 piezas idénticas), el bajo costo unitario de la fundición a presión se vuelve convincente. El proceso de fundición a presión es rápido: un ciclo típico de fundición a presión de aluminio dura entre 30 y 60 segundos , y las máquinas pueden funcionar con una mano de obra mínima en entornos de alta automatización.
Pero fuera de ese contexto de gran volumen, las matemáticas se invierten. Para un comprador que necesita 500 carcasas de colector personalizadas por año, gastar $50,000 en una matriz de fundición a presión significa que el costo de las herramientas por sí solo agrega $100 por pieza antes de que se haya fundido una sola libra de aluminio. La misma pieza en la fundición en arena, con un patrón de $3,000, agrega sólo $6 en costo de herramientas por unidad, una diferencia que rara vez desaparece incluso cuando se tienen en cuenta los tiempos de ciclo más lentos de la fundición en arena y el mayor contenido de mano de obra por unidad.
Esta es la razón por la que los fabricantes de equipos industriales personalizados, aeroespaciales, de defensa, de petróleo y gas dependen en gran medida de la fundición en arena. Sus volúmenes de producción suelen oscilar entre decenas y miles por año. En esos contextos, la fundición en arena no es un compromiso: es la única opción económica racional.
Volumen de equilibrio entre fundición en arena y fundición a presión
El punto de cruce en el que la fundición a presión se vuelve más económica que la fundición en arena depende de la complejidad, el tamaño y el material de la pieza. Como punto de referencia general:
- Para piezas pequeñas de aluminio de menos de 2 libras, la fundición a presión a menudo se vuelve competitiva por encima 10 000 a 20 000 piezas por año
- Para piezas medianas entre 2 y 10 libras, el punto de equilibrio se mueve a 25 000 a 75 000 piezas por año
- Para piezas grandes o complejas, la fundición en arena a menudo sigue siendo rentable en cualquier volumen comercialmente razonable.
Estas son estimaciones aproximadas y los puntos de equilibrio reales siempre deben calcularse para una aplicación específica. Pero ilustran que la mayoría de las aplicaciones de fundición industrial, especialmente en sectores donde la personalización, la confiabilidad y el rendimiento del material importan más que el precio por unidad, se encuentran dentro de la zona de ventaja de la fundición en arena.
Porosidad y propiedades mecánicas: abordar las debilidades de la fundición a presión
Una de las desventajas menos discutidas de la fundición a presión es el problema de la porosidad. Cuando se inyecta metal fundido en una matriz a alta presión, el aire puede quedar atrapado dentro de la pieza, creando huecos microscópicos (porosidad) que comprometen la integridad estructural. Las piezas fundidas a alta presión a menudo no son adecuadas para el tratamiento térmico. porque el calor hace que los gases atrapados se expandan, provocando ampollas o distorsiones que arruinan la pieza.
Ésta es una importante limitación de ingeniería. Muchas aleaciones de aluminio y magnesio desarrollan todas sus propiedades mecánicas sólo después del tratamiento térmico de la solución y el envejecimiento (revenido T6, por ejemplo). Si el propio proceso de fundición impide el tratamiento térmico, la pieza final se trabaja con una fracción de la resistencia y dureza potenciales del material. La fundición a presión al vacío y la fundición por compresión pueden reducir la porosidad, pero estos son procesos premium que agregan costos y no están disponibles universalmente.
La fundición en arena, debido a que llena el molde a menor velocidad bajo gravedad o baja presión, produce significativamente menos gas atrapado. Las piezas fundidas en arena normalmente se pueden tratar térmicamente sin problemas, lo que permite lograr todas las propiedades de la aleación. Para aplicaciones estructurales en la industria aeroespacial, automotriz o equipos pesados donde la certificación de materiales y las propiedades mecánicas son críticas, esta es una ventaja decisiva.
Además, los componentes de hierro fundido en arena, particularmente el hierro dúctil, exhiben una excelente maquinabilidad, amortiguación de vibraciones y resistencia al desgaste. Estas son propiedades inherentes al material y totalmente accesibles a través del proceso de fundición en arena, sin las limitaciones de porosidad que limitan las aplicaciones de fundición a presión.
Plazo de entrega para piezas nuevas: la fundición en arena le proporciona piezas más rápido en las primeras etapas
Cuando se necesita rápidamente una pieza nueva, ya sea para la evaluación de un prototipo, un reemplazo de emergencia o una producción piloto, la ventaja del tiempo de entrega de la fundición en arena es sustancial. Debido a que los patrones de fundición en arena son simples y rápidos de producir, a menudo se puede entregar un primer artículo fundido en 2 a 6 semanas desde la finalización del diseño. Algunas fundiciones especializadas en fundición en arena de giro rápido pueden entregar prototipos de piezas fundidas en tan solo 5 a 10 días hábiles .
En comparación con la fundición a presión, donde solo las herramientas tardan de 8 a 16 semanas antes de que se fabrique una sola pieza de producción, la ventaja del cronograma de fundición en arena durante el desarrollo de nuevos productos es enorme. Para empresas con cronogramas de lanzamiento agresivos o para situaciones de mantenimiento en las que un componente crítico necesita un reemplazo rápido, esta diferencia puede traducirse directamente en una reducción del tiempo de inactividad, un tiempo de comercialización más rápido y un menor riesgo del programa.
Esto también hace que la fundición en arena sea la opción estándar para piezas de repuesto en maquinaria antigua o equipos antiguos donde no quedan herramientas existentes. Cuando una prensa industrial de 30 años necesita una carcasa de hierro de reemplazo que originalmente fue fabricada por una empresa que ya no existe, la fundición en arena permite crear un nuevo patrón a partir de un dibujo de ingeniería o una muestra física, y reproducir la pieza a un costo razonable. Recrear un molde de fundición a presión para una sola pieza de repuesto sería económicamente absurdo.
Industrias específicas donde la fundición en arena supera a la fundición a presión
Comprender qué industrias dependen de la fundición en arena en lugar de la fundición a presión ayuda a aclarar dónde se concentran las ventajas del mundo real. Estos sectores eligen constantemente la fundición en arena porque sus requisitos técnicos y comerciales se alinean con lo que el proceso hace mejor.
Equipos de petróleo y gas
Los cuerpos de válvulas, carcasas de bombas, colectores y componentes de boca de pozo requieren acero o hierro dúctil, deben soportar presiones extremas y, a menudo, se producen en volúmenes bajos para aplicaciones específicas. La fundición en arena ofrece la compatibilidad de materiales, la capacidad de geometría interna y la integridad mecánica que exigen estas aplicaciones. La fundición a presión no puede competir aquí.
Minería y Equipo Pesado
Las mandíbulas de las trituradoras, los dientes de los cucharones, las placas de desgaste y los componentes estructurales de la maquinaria minera están hechos de acero al manganeso, hierro al cromo y otras aleaciones ferrosas duras que la fundición a presión no puede procesar. Las piezas de este sector pesan habitualmente cientos de libras, mucho más allá de la capacidad de cualquier máquina de fundición a presión. La fundición en arena es la única ruta de fabricación viable.
Generación de energía
Las carcasas de turbinas, carcasas de impulsores y campanas de extremo de generadores de acero inoxidable o aleaciones de níquel para centrales eléctricas y turbinas industriales están fundidas en arena de forma universal. La combinación de requisitos de material, tamaño de pieza y bajos volúmenes de producción anual hace que la fundición a presión sea económica y técnicamente imposible para estas aplicaciones.
Prototipos aeroespaciales y de defensa
Incluso en un sector donde la precisión es primordial, la fundición en arena se utiliza ampliamente para el desarrollo de prototipos y piezas estructurales de bajo volumen. La capacidad de iterar rápidamente, utilizar aleaciones aeroespaciales y producir piezas que puedan ser tratadas térmicamente y probadas mecánicamente hace que la fundición en arena sea una herramienta estándar en los programas de fundición aeroespacial antes de comprometerse con procesos de fabricación más costosos.
Las hélices de los barcos, los marcos de los timones y los componentes estructurales de los buques marinos suelen ser enormes y están hechos de bronce, bronce de níquel-aluminio o acero inoxidable resistentes a la corrosión. La fundición en arena es el único proceso que puede cumplir con estos requisitos y ha sido el método estándar para la producción de componentes marinos durante siglos.
Cuando la fundición a presión es realmente la mejor opción
Una respuesta completa requiere reconocer dónde realmente gana la fundición a presión. La fundición a presión es superior a la fundición en arena en tres escenarios bien definidos:
- Producción en gran volumen de pequeñas piezas no ferrosas: Cuando se producen cientos de miles de piezas de aluminio, zinc o magnesio por año, la economía por unidad de la fundición a presión es inmejorable. Las manijas de las puertas de los automóviles, las cajas electrónicas y las carcasas de pequeños electrodomésticos son ejemplos clásicos.
- Acabado superficial y consistencia dimensional: La fundición a presión produce piezas con forma neta o casi neta con acabados superficiales de 32 a 63 Ra micropulgadas y tolerancias dimensionales que a menudo no requieren posmecanizado. La fundición en arena generalmente produce superficies más rugosas (125 a 500 micropulgadas Ra) y requiere más mecanizado para alcanzar tolerancias estrictas.
- Estructuras ligeras de paredes delgadas: Cuando el diseño requiere paredes de menos de 3 mm que aún necesitan integridad estructural, la inyección de alta presión de la fundición a presión garantiza un llenado completo. La fundición en arena alimentada por gravedad puede tener dificultades para llenar de manera confiable secciones extremadamente delgadas.
Reconocer estas ventajas hace que la comparación sea honesta. La fundición a presión no es un proceso inferior: es un proceso optimizado para un conjunto específico de condiciones. Cuando esas condiciones no se cumplen, la fundición en arena es la mejor respuesta en la mayoría de los escenarios restantes.
Consideraciones ambientales y operativas
La fundición en arena tiene una ventaja de sostenibilidad que a menudo se pasa por alto: la arena es reciclable. Las fundiciones modernas recuperan y reutilizan 90% o más de su arena de moldeo mediante sistemas de recuperación térmica o mecánica. Si bien la fundición a presión no utiliza materiales de herramientas fungibles de la misma manera, la intensidad energética del mantenimiento de las máquinas de fundición a presión (grandes prensas hidráulicas, matrices con temperatura controlada y sistemas de inyección de alta presión) es considerable.
Las tasas de desperdicio en la fundición a presión también son un factor. Debido a que el metal inyectado en la matriz también llena los canales, los rebosaderos y las galletas (el disco de metal del manguito de inyección), las tasas de desechos de fundición a presión pueden aumentar. 20-40% del metal total consumido en una parte típica, aunque gran parte de ella es reciclable. Las tasas de desechos de fundición en arena, particularmente de hierro, suelen ser más bajas en términos absolutos por unidad de metal entregado cuando los tamaños de las piezas son grandes.
Desde la perspectiva de la huella operativa, las fundiciones de fundición en arena son accesibles en más ubicaciones geográficas a nivel mundial. La fundición a presión requiere máquinas herramienta de precisión para la fabricación de matrices y grandes máquinas de fundición que representan una importante inversión de capital. Para los fabricantes de mercados en desarrollo, o para el abastecimiento de la cadena de suministro regional, la capacidad de fundición en arena está mucho más disponible, lo que reduce los costos de logística y el riesgo de la cadena de suministro.
Resumen: elección de la fundición en arena en lugar de la fundición a presión
La pregunta de si la fundición en arena es mejor que la fundición a presión no tiene una única respuesta universal, pero sí tiene una respuesta clara para la mayoría de las aplicaciones de fundición que se encuentran en la práctica industrial y de ingeniería. La fundición en arena es la mejor opción cuando:
- Los volúmenes de producción están por debajo de 10 000 a 25 000 piezas por año para tamaños de piezas típicos.
- El material requerido es hierro, acero, acero inoxidable, aleación de cobre o cualquier metal ferroso.
- El tamaño o el peso de la pieza excede lo que las máquinas de fundición a presión pueden acomodar físicamente
- Es probable que se repita el diseño y los costos de modificación de las herramientas deben mantenerse bajos
- Se requiere geometría interna, núcleos o pasajes complejos.
- Se requiere tratamiento térmico de la fundición final para obtener propiedades mecánicas completas.
- La entrega rápida de los primeros artículos o prototipos es una prioridad
- Es necesario reproducir las piezas de repuesto para equipos antiguos o personalizados.
La fundición a presión gana su lugar en la fabricación de automóviles y de consumo de gran volumen, donde las piezas de aluminio y zinc deben producirse rápidamente, con un excelente acabado superficial y al menor costo unitario posible. Pero la fundición en arena cubre una gama mucho más amplia de necesidades de ingeniería, maneja una variedad más amplia de materiales, escala desde prototipos individuales hasta miles de piezas y sigue siendo rentable en escenarios donde la economía de la fundición a presión simplemente no funciona. Para cualquier ingeniero o profesional de adquisiciones que evalúe opciones de procesos de fundición, la fundición en arena debería ser el punto de partida, y la carga de la justificación debería recaer en alejarse de ella, no en elegirla.