English
English русский
русский Español
Español
Inicio / Noticias / Noticias de la Industria / ¿Cuáles son los dos métodos básicos de fundición a presión?
Contenido
- 1 Los dos métodos básicos de fundición a presión: cámara caliente y cámara fría
- 2 Fundición a presión en cámara caliente: cómo funciona el proceso
- 3 Fundición a presión en cámara fría: cómo funciona el proceso
- 4 Comparación directa: fundición a presión en cámara caliente frente a cámara fría
- 5 Consideraciones de diseño de matrices que difieren entre los dos métodos
- 6 Porosidad: el desafío clave de la calidad en ambos métodos
- 7 Cuándo elegir la fundición a presión en cámara caliente
- 8 Cuándo elegir la fundición a presión en cámara fría
- 9 Estructura de costos: herramientas, tiempo de máquina y economía por pieza
- 10 Variaciones emergentes en los dos métodos principales de fundición a presión
- 11 Cómo seleccionar el método de fundición a presión adecuado para su pieza
Los dos métodos básicos de fundición a presión: cámara caliente y cámara fría
Los dos métodos básicos de fundición a presión son fundición a presión en cámara caliente y fundición a presión en cámara fría . Estos dos procesos comparten el mismo objetivo fundamental: forzar el metal fundido a entrar en una matriz de acero endurecido bajo alta presión para producir piezas precisas y repetibles, pero difieren significativamente en cómo se funde, manipula e inyecta el metal. Elegir el método incorrecto para su aleación o geometría de pieza puede resultar en un relleno deficiente, porosidad excesiva, desgaste prematuro del troquel y costosas tasas de desperdicio. Comprender lo que separa estos dos métodos es el punto de partida para cualquier decisión seria sobre fundición a presión.
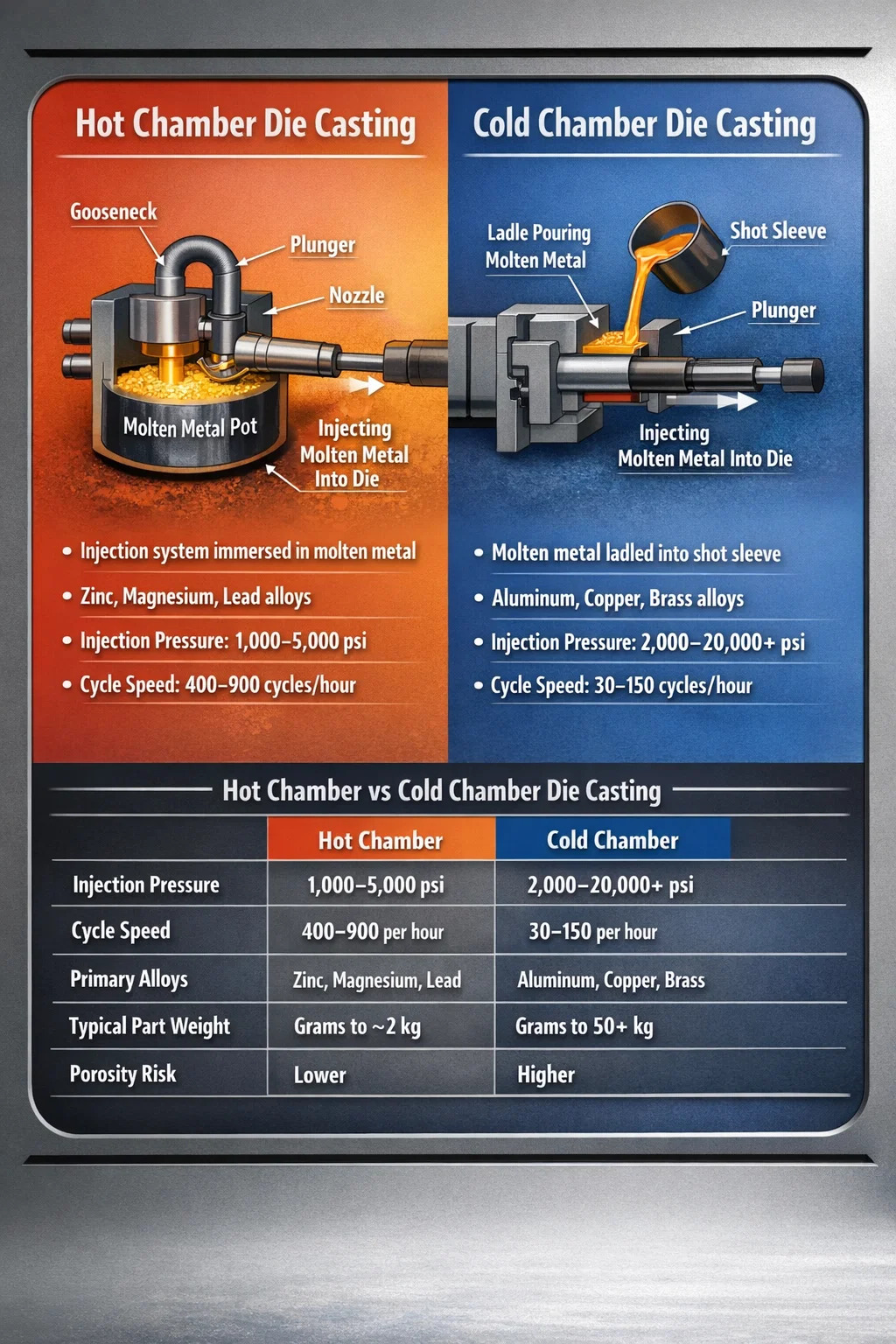
En cámara caliente fundición a presión , el mecanismo de inyección se sumerge directamente en el baño de metal fundido. La máquina aspira metal hacia el cilindro automáticamente y lo inyecta en la matriz en un ciclo rápido y continuo. En la fundición a presión en cámara fría, el metal se funde en un horno separado y luego se vierte, manual o automáticamente, en una manga de perdigones antes de cada ciclo de inyección. Cada método tiene aleaciones específicas que maneja bien, rangos de presión específicos dentro de los cuales opera y volúmenes de producción específicos donde tiene sentido económico.
Fundición a presión en cámara caliente: cómo funciona el proceso
La fundición a presión en cámara caliente, a veces denominada fundición de cuello de cisne, mantiene el sistema de inyección permanentemente sumergido en un recipiente de metal fundido. Los componentes centrales son un canal metálico en forma de cuello de cisne, un émbolo y una boquilla que se asienta directamente contra la matriz. Cuando el émbolo se retrae, el metal fundido fluye a través de un puerto hacia el cuello de cisne. Cuando el émbolo avanza, sella el puerto y fuerza el metal a través de la boquilla y dentro de la cavidad del troquel a presiones que generalmente oscilan entre 1000 a 5000 psi (7 a 35 MPa) .
Debido a que el metal nunca sale del sistema calentado entre disparos, el ciclo es extremadamente rápido. Las máquinas de cámara caliente logran habitualmente 400 a 900 ciclos por hora para piezas pequeñas, lo que los hace muy adecuados para la producción de grandes volúmenes de componentes como conectores eléctricos, carcasas de carburador, herrajes para cerraduras y piezas de juguetes. La eliminación del paso de cuchara por separado reduce tanto el tiempo del ciclo como el riesgo de variación de temperatura entre tomas.
Aleaciones compatibles con fundición en cámara caliente
La fundición a presión en cámara caliente se limita a aleaciones de bajo punto de fusión que no atacan ni disuelven los componentes de hierro y acero del sistema de inyección. Los materiales más comunes son:
- Aleaciones de zinc (Zamak 2, 3, 5, 7): con diferencia las más utilizadas, con puntos de fusión de entre 380 y 420 °C.
- Aleaciones de magnesio (AZ91D, AM60): se utilizan cada vez más en sistemas de cámara caliente con diseños de máquinas especializados.
- Aleaciones de plomo y estaño: utilizadas en aplicaciones especializadas de bajo volumen
El aluminio, el cobre y el latón no se pueden procesar en máquinas de campana caliente. Sus temperaturas de fusión más altas (el aluminio se funde alrededor de 660 °C, el latón alrededor de 900 °C) disolverían rápidamente los componentes a base de hierro del cuello de cisne y el émbolo, destruyendo la máquina y contaminando la masa fundida a las pocas horas de funcionamiento.
Tonelaje de la máquina y tamaño de las piezas en operaciones de cámara caliente
Las máquinas de campana caliente generalmente están disponibles con fuerzas de sujeción de menos de 5 toneladas hasta aproximadamente 900 toneladas , aunque la mayor parte del trabajo en cámara caliente se realiza en máquinas de entre 5 y 400 toneladas. Los pesos de las piezas de fundición de zinc suelen oscilar entre unos pocos gramos y aproximadamente 2 kg, aunque es posible fabricar piezas más pesadas en máquinas más grandes. Las paredes delgadas que se pueden lograr con zinc (normalmente de hasta 0,5 mm en herramientas de precisión) hacen que la fundición en cámara caliente sea el proceso preferido para componentes miniaturizados y detallados.
Fundición a presión en cámara fría: cómo funciona el proceso
La fundición a presión en cámara fría separa completamente el horno de fusión del sistema de inyección. El metal se funde en un horno de mantenimiento externo y luego se transfiere (mediante una cuchara manual, una cuchara automática o una bomba electromagnética) a una manga de granalla horizontal o vertical. Una vez que el volumen correcto de metal está en la manga, el émbolo de inyección avanza y fuerza el metal hacia el troquel a presiones que son sustancialmente más altas que las del equipo de cámara caliente: normalmente de 2000 a 20 000 psi (14 a 140 MPa) , y algunas operaciones de alta presión superan ese rango para piezas de aluminio de paredes delgadas.
La separación del horno de la máquina significa que los componentes de inyección no están expuestos continuamente al metal fundido. Quedan expuestos sólo durante el breve momento del disparo, lo que permite el uso de metales que destruirían un sistema de cámara caliente. La compensación es un tiempo de ciclo más lento: la mayoría de las operaciones de cámaras frías funcionan a 30 a 150 disparos por hora dependiendo del peso de la pieza, el espesor de la pared y la aleación, y pasos de proceso adicionales que pueden introducir variaciones de temperatura si no se controlan cuidadosamente.
Aleaciones utilizadas en la fundición a presión en cámara fría
La fundición a presión en cámara fría maneja una amplia gama de aleaciones con temperaturas de fusión más altas, que incluyen:
- Aleaciones de aluminio (A380, A383, A360, ADC12): el material dominante en el trabajo en cámaras frías, utilizado en automoción, aeroespacial y electrónica de consumo.
- Aleaciones de cobre y latón. — Se utiliza para componentes de plomería, conectores eléctricos y hardware marino donde la resistencia a la corrosión y la solidez son importantes.
- Aleaciones de magnesio (AZ91D, AM50): cada vez más común en cámaras frías para piezas estructurales grandes, aunque el magnesio también se puede procesar en sistemas de cámaras calientes.
- Tombac de silicio y aleaciones especiales a base de cobre. — utilizado en aplicaciones de precisión de nicho
La aleación de aluminio A380 es la aleación de fundición a presión más utilizada en el mundo y prácticamente toda ella se procesa mediante máquinas de cámara fría. Ofrece una excelente combinación de moldeabilidad, resistencia mecánica (resistencia a la tracción de aproximadamente 317 MPa), resistencia a la corrosión y costo, razón por la cual domina la fundición estructural de automóviles, los disipadores de calor y las carcasas de motores.
Tonelaje de la máquina y escala de piezas
Las máquinas de cámara fría escalan sustancialmente más que los equipos de cámara caliente. Las fuerzas de sujeción varían desde alrededor 150 toneladas hasta 6.000 toneladas o más para las máquinas de megafusión que ahora se utilizan en aplicaciones de gigacasting para automóviles. Una prensa de cámara fría de 4.000 toneladas utilizada por un fabricante de automóviles puede producir una sección completa de los bajos de un vehículo (una sola pieza fundida de aluminio que reemplaza más de 70 piezas de acero estampadas y soldadas) en una sola inyección. Tesla popularizó este enfoque con su tecnología Giga Press y desde entonces ha sido adoptado por múltiples fabricantes de equipos originales en todo el mundo.
Comparación directa: fundición a presión en cámara caliente frente a cámara fría
La siguiente tabla resume las diferencias críticas entre los dos métodos de fundición a presión en los parámetros que más importan en la planificación de la producción:
| Parámetro | Cámara Caliente | Cámara Fría |
|---|---|---|
| Presión de inyección | 1000 a 5000 psi | 2000 a 20 000 psi |
| Velocidad del ciclo | 400–900 ciclos/hora | 30–150 ciclos/hora |
| Aleaciones primarias | Zinc, magnesio, plomo | Aluminio, cobre, latón, magnesio. |
| Rango de tonelaje de la máquina | 5 a 900 toneladas | 150 a 6000 toneladas |
| Exposición a la temperatura del metal a la máquina. | Continuo | Solo por disparo |
| Peso típico de la pieza | Gramos a ~2 kg | Gramos a 50 kg |
| Riesgo de porosidad | Menor (menos oportunidades de entrada de aire) | Más alto (requiere un control cuidadoso del perfil de tiro) |
| Costo de herramientas | Baja a moderada | Moderado a alto |
Consideraciones de diseño de matrices que difieren entre los dos métodos
La matriz en sí (el molde de acero endurecido para herramientas H13 en el que se introduce el metal fundido) es conceptualmente similar en ambos procesos, pero los requisitos de ingeniería difieren según las presiones involucradas y las cargas térmicas aplicadas.
Diseño de puertas y sistemas de corredores
En cámara caliente dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 a 50 m/s .
Los troqueles de cámara fría para aluminio requieren una geometría cuidadosa del canal para gestionar la mayor viscosidad del aluminio a la temperatura de fundición y el riesgo de solidificación prematura durante el llenado. Las velocidades de compuerta para aluminio generalmente apuntan 40 a 60 m/s , y el perfil de disparo (fase lenta, fase rápida y presión de intensificación) debe programarse con precisión para evitar el relleno turbulento, que es el principal impulsor de la porosidad en las piezas fundidas de aluminio.
Gestión térmica y vida útil del troquel
Ambos tipos de troqueles dependen de canales internos de refrigeración por agua o aceite para gestionar el calor, pero los troqueles de aluminio con cámara fría enfrentan un mayor choque térmico debido al mayor diferencial de temperatura entre el aluminio fundido (~680°C en el momento de la fundición) y la temperatura de la superficie del troquel (normalmente mantenida entre 180 y 260°C). Este ciclo térmico es el principal impulsor de la comprobación del calor: la red de finas grietas superficiales que eventualmente degrada la calidad de la superficie del troquel. Los troqueles de cámara fría H13 para aluminio suelen tener una vida útil de 100.000 a 300.000 disparos , mientras que las matrices de zinc de cámara caliente pueden funcionar hasta 1 millón de disparos o más antes de requerir un retrabajo significativo.
Porosidad: el desafío clave de la calidad en ambos métodos
La porosidad (huecos dentro de la pieza fundida causados por gas atrapado o contracción) es el problema de defecto dominante en la fundición a presión, independientemente del método que se utilice, pero sus causas y soluciones difieren entre los procesos de cámara fría y caliente.
En cámara caliente die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
En la fundición a presión en cámara fría, la camisa de perdigones abierta es la principal fuente de aire incorporado. A medida que avanza el émbolo, debe empujar por delante del metal una bocanada de aire contenida en el manguito. Velocidad adecuada de tiro lento, normalmente 0,1 a 0,5 m/s durante la primera fase: permite que se forme una ola de metal y empuje el aire hacia los pozos de desbordamiento y los respiraderos antes de que comience la inyección rápida. Equivocarse en este punto de transición, incluso con unos pocos milímetros de recorrido del émbolo, puede provocar niveles de porosidad entre un 10 y un 20 % más altos en la pieza terminada. La fundición a presión asistida por vacío, que evacua la cavidad de la matriz y el manguito de inyección antes de la inyección, puede reducir la porosidad en las piezas de aluminio de la cámara fría a niveles que permiten el tratamiento térmico y la soldadura estructural, capacidades que no son posibles con las piezas de fundición a presión de aluminio convencional.
Cuándo elegir la fundición a presión en cámara caliente
La fundición a presión en cámara caliente es la elección correcta cuando se aplican las siguientes condiciones:
- El material de la pieza es zinc, magnesio u otra aleación de bajo punto de fusión compatible con el sistema de cuello de cisne.
- Los volúmenes de producción son altos, generalmente por encima de 50 000 a 100 000 piezas al año para justificar la inversión en herramientas.
- El peso de la pieza es relativamente bajo, normalmente entre 1 y 2 kg para el zinc.
- La precisión dimensional es crítica: la fundición a presión de zinc logra rutinariamente tolerancias de ±0,05 mm en características críticas sin mecanizado secundario.
- Se requieren paredes delgadas: el zinc se puede fundir hasta espesores de pared inferiores a 0,5 mm con herramientas optimizadas
- La calidad del acabado de la superficie es una prioridad: las piezas fundidas de zinc tienen una excelente superficie fundida adecuada para enchapado o pintura directa sin una preparación extensa.
Las industrias comunes que utilizan la fundición a presión en cámara caliente incluyen la electrónica de consumo (conectores, soportes, bisagras), la automoción (cuerpos de cerraduras, componentes del sistema de combustible, carcasas de sensores), hardware (manijas de puertas, herrajes para muebles) y juguetes y artículos novedosos.
Cuándo elegir la fundición a presión en cámara fría
La fundición a presión en cámara fría es el proceso adecuado cuando:
- La aleación es aluminio, cobre, latón o un material de alto punto de fusión incompatible con equipos de cámara caliente.
- El tamaño y el peso de las piezas superan los límites prácticos de los equipos de cámara caliente
- Se requiere rendimiento estructural: las piezas fundidas de aluminio ofrecen relaciones resistencia-peso significativamente mejores que las de zinc para aplicaciones de carga.
- Se necesita resistencia a la corrosión en entornos hostiles: la capa de óxido natural del aluminio proporciona una protección que las aleaciones de zinc en algunos entornos no pueden igualar sin recubrimiento.
- La aplicación es en sistemas de propulsión de automóviles, soportes aeroespaciales o equipos industriales donde la combinación de peso ligero e integridad estructural justifica el mayor costo de herramientas y máquinas.
Las principales aplicaciones de fundición a presión en cámara fría incluyen carcasas de transmisiones automotrices, bloques de motores, gabinetes de baterías de vehículos eléctricos, chasis de servidores de computadoras, cuerpos de válvulas hidráulicas y componentes de motores fuera de borda marinos. Sólo el mercado mundial de fundición a presión de aluminio estaba valorado en más de 50 mil millones de dólares en 2023 , lo que refleja el predominio de la fundición de aluminio en cámara fría en la fabricación moderna.
Estructura de costos: herramientas, tiempo de máquina y economía por pieza
La economía de la fundición a presión depende en gran medida del método que se utilice, porque los dos procesos tienen perfiles de costos muy diferentes.
Costos de herramientas
Las herramientas de fundición a presión son costosas independientemente del método, porque las matrices deben soportar millones de ciclos de presión en un entorno abrasivo y térmicamente exigente. Los troqueles de zinc con cámara caliente para piezas moderadamente complejas suelen costar entre $15.000 y $80.000 . Los troqueles de aluminio de cámara fría de complejidad comparable cuestan más, a menudo $30,000 a $150,000 o más — porque las presiones de inyección más altas requieren una construcción de matriz más robusta y una ingeniería de circuito de refrigeración más compleja. Los troqueles de cámara fría estructurales grandes para aplicaciones automotrices pueden funcionar hasta $500,000 o más .
Costo por pieza y volumen de equilibrio
Debido a que la fundición a presión tiene costos fijos altos (herramientas, configuración) y costos variables por pieza relativamente bajos (metal, tiempo de máquina, mano de obra), ambos métodos son más económicos en volúmenes altos. El punto de equilibrio (donde la fundición a presión se vuelve más barata que alternativas como la fundición en arena, la fundición a la cera perdida o el mecanizado a partir de palanquilla) varía según la complejidad de la pieza, pero generalmente se alcanza en algún punto entre 10.000 y 50.000 piezas para zinc en cámara caliente y 20.000 y 100.000 piezas para aluminio de cámara fría, dependiendo del tamaño de la pieza y la complejidad de las características.
El costo del material es otro diferenciador. La aleación de zinc (Zamak 3) cuesta aproximadamente $2.00–$2.50 por kilo al precio típico de un contrato industrial. La aleación de aluminio A380 se acerca más a $2.50–$3.50 por kilo , pero la menor densidad del aluminio (2,7 g/cm³ frente a los 6,6 g/cm³ del zinc) significa que para un volumen de pieza determinado, una fundición de aluminio utiliza mucho menos metal en peso, lo que compensa parcialmente la diferencia de precio.
Variaciones emergentes en los dos métodos principales de fundición a presión
Si bien la cámara caliente y la cámara fría siguen siendo los dos métodos fundamentales de fundición a presión, se han desarrollado varias variantes de proceso para abordar las limitaciones específicas de cada uno.
Fundición a presión al vacío
Aplicado a ambos métodos, pero especialmente importante para el aluminio en cámara fría, la fundición a presión al vacío evacua la cavidad del molde y el manguito de inyección antes de la inyección, lo que reduce la porosidad del gas a niveles que permiten el tratamiento térmico T5 y T6. Esto hace que las piezas fundidas de aluminio estructural sean soldables y adecuadas para aplicaciones críticas para la seguridad, como estructuras de accidentes automotrices y componentes de suspensión. Las máquinas de cámara fría asistidas por vacío añaden costos y complejidad, pero pueden reducir las tasas de desperdicio al 30 a 50% en aplicaciones sensibles a la porosidad.
Fundición a presión semisólida (Thixocasting y Rheocasting)
Los procesos de fundición de metales semisólidos (thixocasting y rheocasting) inyectan metal en un estado semisólido, similar a una suspensión, en lugar de completamente fundido. Esto reduce drásticamente la porosidad porque el metal no transporta gas disuelto de la misma manera que el metal completamente líquido, y el patrón de relleno no turbulento atrapa mucho menos aire. Los procesos semisólidos se construyen alrededor de plataformas de máquinas de cámara fría, pero utilizan perfiles de granalla modificados y preparación de palanquilla especializada. El resultado son piezas fundidas con propiedades mecánicas cercanas a las de las piezas forjadas. Las piezas de aluminio Rheocast A356 alcanzan resistencias a la tracción superiores 310 MPa con alargamiento del 10% o más — significativamente mejor que las piezas fundidas A380 de cámara fría convencionales.
Fundición apretada
La fundición a presión, a veces clasificada como una tercera categoría de fundición a presión, combina principios de fundición a presión y forjado. El metal se vierte en una matriz abierta, luego un punzón aplica una presión de 50 a 150 MPa a medida que el metal se solidifica, eliminando por completo la porosidad por contracción. El proceso utiliza plataformas de máquinas de cámara fría y produce piezas con porosidad casi nula y excelentes propiedades mecánicas, pero es más lento y más caro que la fundición convencional en cámara fría. Se utiliza para componentes aeroespaciales, pinzas de freno de automóviles y otras aplicaciones de alto estrés.
Cómo seleccionar el método de fundición a presión adecuado para su pieza
La selección del proceso de fundición a presión correcto comienza con la aleación, porque la aleación no es negociable en la mayoría de los diseños. Si los requisitos de ingeniería exigen aluminio (por peso, resistencia o rendimiento térmico), la cámara fría es la única opción práctica en la fundición a presión. Si el zinc es aceptable o preferido por su precisión, capacidad de paredes delgadas y compatibilidad con el revestimiento, la cámara caliente se convierte en la ruta más rápida y de menor costo.
Después de seleccionar la aleación, las siguientes preguntas ayudan a acotar la decisión:
- ¿Cuál es el volumen anual? Ambos métodos necesitan volumen para ser económicos, pero el aluminio de cámara fría requiere más volumen para compensar los mayores costos de herramientas.
- ¿Cuál es el peso de la pieza y el peso proyectado del disparo? Las piezas de zinc de más de 2 kg son inusuales; Las piezas de aluminio de más de 5 kg pueden requerir máquinas de cámara fría muy grandes.
- ¿Están presentes características sensibles a la porosidad? Los conductos hidráulicos estancos a la presión o los nodos estructurales que se soldarán requieren una cámara fría asistido por vacío o un procesamiento semisólido.
- ¿Qué acabado superficial se requiere? Las piezas fundidas con cámara caliente de zinc aceptan galvanoplastia directamente; Las piezas fundidas de aluminio con cámara fría suelen estar recubiertas de polvo, anodizadas o dejadas al descubierto.
- ¿Cuál es el entorno operativo? Las temperaturas elevadas por encima de 150°C descalifican las aleaciones de zinc debido a la pérdida de resistencia; El aluminio tiene un buen rendimiento entre 200 y 250 °C, según la aleación.
Resolver estas preguntas con una fundición a presión durante la fase de diseño (antes de comprometer las herramientas) es la forma más confiable de llegar al proceso correcto para su aplicación. La revisión del diseño para la fabricación (DFM) realizada por un ingeniero experimentado en fundición a presión puede identificar ángulos de desmoldeo, transiciones de espesor de pared y posiciones de las líneas de separación que afectan qué tipo de máquina y método de inyección ofrecerán la menor tasa de desperdicio y la mayor vida útil del troquel para su geometría de pieza específica.