English
English русский
русский Español
Español
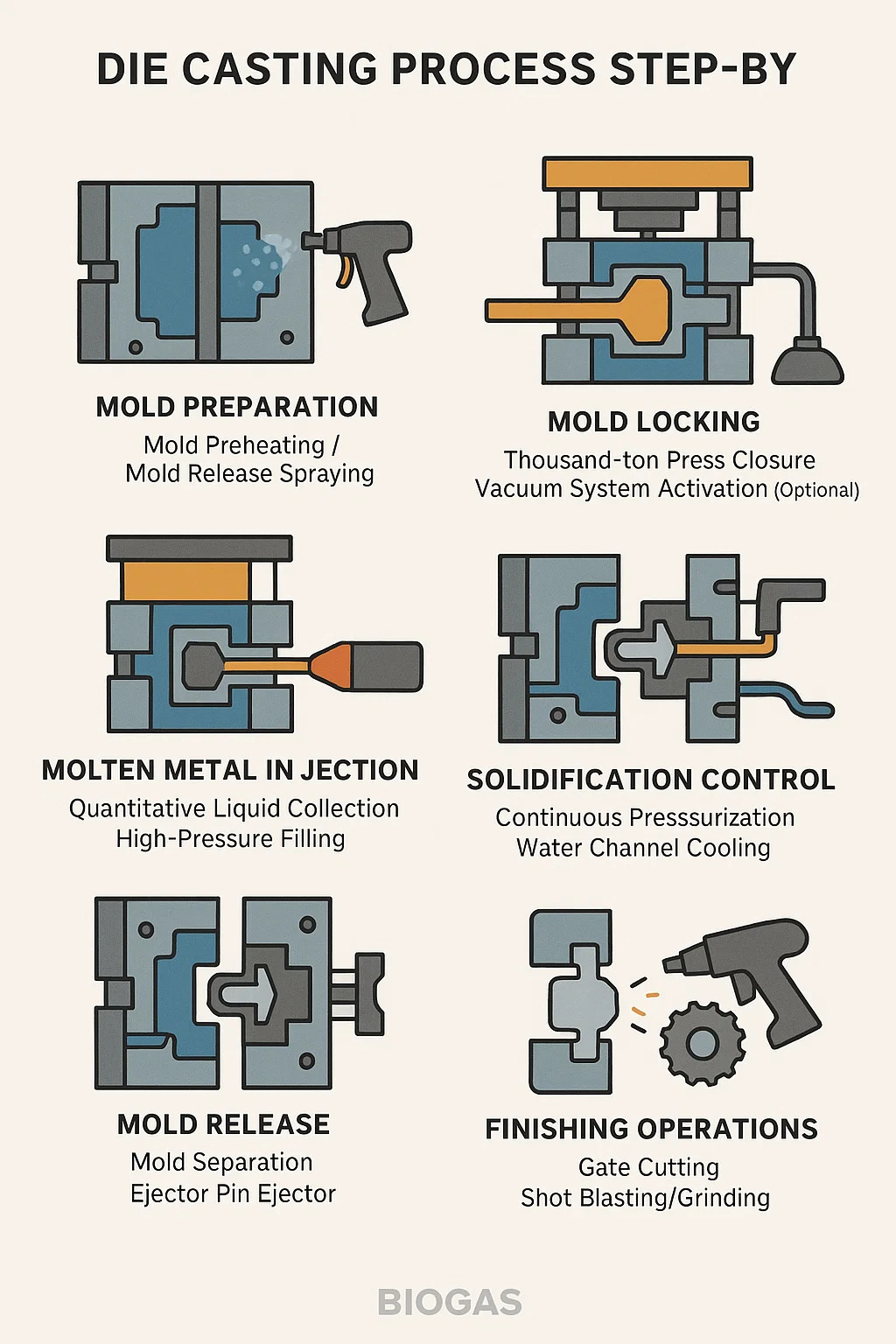
fundición a presión Proceso paso a paso
1. Preparación del molde (paso central)
Precalentamiento del molde: Caliente el molde de acero a 150-200 °C para evitar que el aluminio fundido salpique o se cierre en frío.
Pulverización desmoldante: utilice una pistola de aire nebulizador para rociar uniformemente la cavidad (emulsión a base de agua) para proteger el molde y ayudar a desmoldar.
2. Bloqueo del molde (seguridad crítica)
Cierre de prensa de mil toneladas: los moldes superior e inferior están bloqueados hidráulicamente para soportar la alta presión de inyección (fuerza de sujeción >500 toneladas).
Activación del sistema de vacío (opcional): Evacue el aire de la cavidad del molde para reducir la porosidad del aire.
3. Inyección de metal fundido (inyección de alta velocidad)
Recolección cuantitativa de líquido: el aluminio fundido (aproximadamente 660 °C) se alimenta automáticamente mediante una cuchara a la cámara de inyección desde el horno.
Llenado a alta presión: un émbolo inyecta aluminio fundido en la cavidad del molde a una velocidad de bala de cañón (30-100 m/s), llenando la cavidad en 0,01-0,3 segundos.
4. Control de solidificación
Presurización continua: el émbolo mantiene alta presión durante 10 a 30 segundos para compensar la contracción del aluminio fundido durante la solidificación.
Enfriamiento del canal de agua: El agua fría circula dentro del molde para eliminar el calor, lo que permite que la pieza se solidifique rápidamente.
5. Desmoldante
Separación de moldes: se suelta la prensa y se abren los moldes superior e inferior.
Eyector del pasador eyector: Un pasador eyector incorporado expulsa la pieza y elimina los residuos del canal (aproximadamente el 30 % del material).
6. Operaciones de acabado
Corte de compuerta: El cizallamiento hidráulico elimina el sistema de compuerta y el canal de desbordamiento.
Granallado/Esmerilado: Elimina rebabas y rebabas de la línea de separación.
Tratamiento térmico (componentes clave): el endurecimiento T6 aumenta la dureza.