English
English русский
русский Español
Español
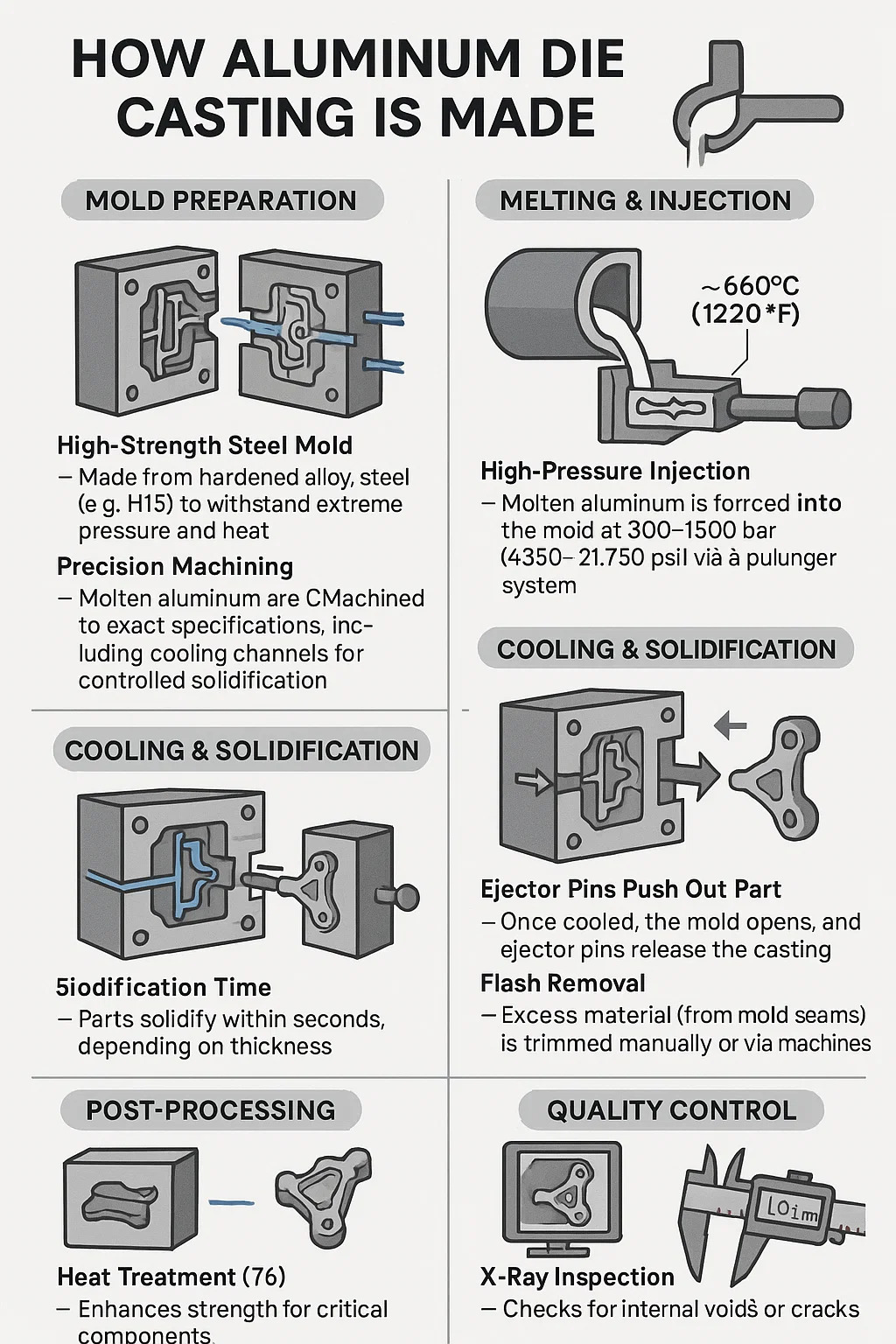
Cómo Casting de aluminio está hecho
1. Preparación de moho
Molde de acero de alta resistencia: hecho de acero de aleación endurecido (por ejemplo, H13) para soportar presión extrema y calor.
Mecanizado de precisión: las cavidades de moho están mecanizadas con CNC a las especificaciones exactas, incluidos los canales de enfriamiento para la solidificación controlada.
2. Melto e inyección
Medición de aleación de aluminio: las aleaciones especiales (como A380 o ADC12) se derriten a ~ 660 ° C (1220 ° F) en un horno.
Inyección de alta presión: el aluminio fundido se ve obligado a entrar en el molde a 300–1500 bar (4350–21,750 psi) a través de un sistema de émbolo.
3. Enfriamiento y solidificación
Enfriamiento rápido: los canales de agua del moho aseguran un enfriamiento uniforme, evitando la deformación.
Tiempo de solidificación: las piezas se solidifican en segundos, dependiendo del grosor.
4. Eyección y recorte
Los pasadores de eyectores empujan la parte: una vez enfriado, se abre el molde y los pasadores de eyectores liberan la fundición.
La extracción de flash: el exceso de material (de las costuras de moho) se recorta manualmente o mediante máquinas.
5. Postprocesamiento
Tratamiento térmico (T6): mejora la resistencia para los componentes críticos.
Acabado superficial: abarrotes, pulido o anodización para la resistencia a la corrosión.
6. Control de calidad
Inspección de rayos X: verifica los vacíos o grietas internas.
Prueba dimensional: garantiza que las piezas cumplan con tolerancias estrechas (± 0.1 mm).
Desafíos y soluciones clave
| Asunto | Causa | Solución |
| Porosidad | Aire/gas atrapado | Fundición asistida por vacío |
| Pandeo | Enfriamiento desigual | Canales de enfriamiento de moho optimizados |
| Pega | Enlaces de aluminio al molde | Recubrimientos de moho avanzados (por ejemplo, estaño) |