English
English русский
русский Español
Español
Inicio / Noticias / Noticias de la Industria / ¿Se puede fundir a presión el aluminio 6061? La verdadera respuesta
Contenido
- 1 ¿Se puede fundir a presión el aluminio 6061? La respuesta directa
- 2 Comprensión del aluminio 6061: composición de la aleación y sus implicaciones
- 3 Por qué el 6061 funciona mal en el proceso de fundición a presión
- 4 ¿Qué aleaciones de aluminio se utilizan realmente en la fundición a presión?
- 5 Cuándo los ingenieros especifican 6061 y por qué cambian
- 6 Procesos de fabricación alternativos para el aluminio 6061
- 7 Fundición a presión de alta presión frente a procesos de baja presión y gravedad: impacto en la viabilidad del 6061
- 8 Comparación de costos: fundición a presión con A380 frente a procesos alternativos con 6061
- 9 Alternativas emergentes: aleaciones de fundición a presión de composición forjada
- 10 Guía práctica de decisiones: elección entre 6061 y aleaciones de fundición a presión
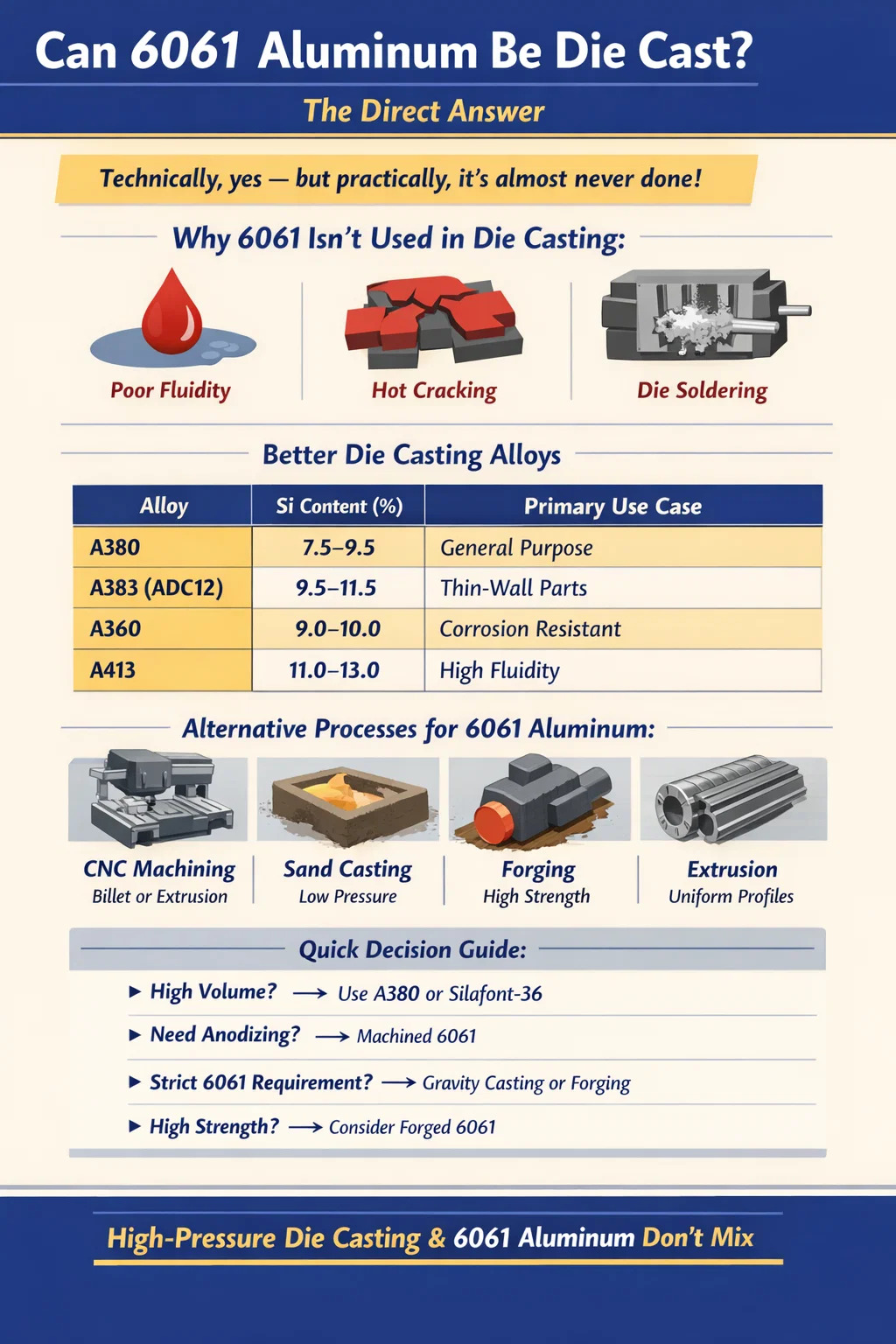
¿Se puede fundir a presión el aluminio 6061? La respuesta directa
Técnicamente, sí, pero en la fabricación práctica, El aluminio 6061 casi nunca se utiliza en fundición a presión. , y la mayoría de las instalaciones de fundición a presión lo desaconsejarán. La razón se reduce a la química de la aleación. 6061 es una aleación de aluminio forjado, lo que significa que fue diseñada específicamente para procesos como extrusión, laminado y forjado, no para inyección en matrices de acero a alta presión. Su contenido de magnesio y silicio, si bien es excelente para el rendimiento estructural después del tratamiento térmico, crea serios problemas en el entorno de fundición a presión: fluidez deficiente, tendencias al agrietamiento en caliente y problemas de soldadura del molde que aumentan las tasas de desechos y los costos de herramientas.
Las aleaciones de aluminio que dominan el fundición a presión industria están diseñados específicamente para el proceso. A380, A383, A360 y ADC12 representan la inmensa mayoría de las piezas fundidas a presión de aluminio en todo el mundo precisamente porque su contenido de silicio (generalmente entre 8% y 12%) les da la fluidez de la fusión, el comportamiento térmico y las características de solidificación que exige la fundición a presión. 6061 contiene solo entre 0,4% y 0,8% de silicio , muy por debajo del umbral necesario para una fundición a presión fiable y de gran volumen.
Este artículo explica por qué 6061 se comporta como lo hace en la fundición a presión, qué alternativas existen y en qué escenarios elegir una aleación diferente (o un proceso completamente diferente) producirá mejores resultados a menor costo.
Comprensión del aluminio 6061: composición de la aleación y sus implicaciones
El aluminio 6061 es una aleación de la serie 6xxx, lo que significa que sus principales elementos de aleación son magnesio (Mg) y silicio (Si). El rango de composición estándar es el siguiente:
| Elemento | Rango de composición (%) | Papel en la aleación |
|---|---|---|
| Silicio (Si) | 0,40 – 0,80 | Fortalecimiento mediante precipitados de Mg₂Si |
| Magnesio (Mg) | 0,80 – 1,20 | Elemento de fortalecimiento primario |
| Cobre (Cu) | 0,15 – 0,40 | Fuerza adicional, reduce ligeramente la resistencia a la corrosión. |
| Cromo (Cr) | 0,04 – 0,35 | Control de la estructura del grano |
| Hierro (Fe) | Máximo 0,70 | incidental; controlado como impureza |
| Aluminio (Al) | Saldo (~96–99) | metales comunes |
La combinación de Mg y Si forma precipitados de siliciuro de magnesio (Mg₂Si) durante el tratamiento térmico (revenido T4 o T6), que es lo que le da al 6061-T6 su conocida resistencia a la tracción de aproximadamente 310 MPa (45.000 psi) . Esta respuesta de endurecimiento por precipitación es una de las mayores ventajas de la aleación, pero es una ventaja del posprocesamiento, no una ventaja de fundición.
Por el contrario, el bajo contenido de silicio significa que la aleación fundida tiene una alta viscosidad y un estrecho rango de solidificación. Cuando se vierte o inyecta en una matriz, no fluye fácilmente hacia paredes delgadas o geometrías complejas. El resultado son rellenos incompletos, cierres en frío y porosidad, defectos que son particularmente problemáticos para piezas estructurales o de fundición a presión herméticas.
Por qué el 6061 funciona mal en el proceso de fundición a presión
La fundición a presión es un proceso de alta presión y alta velocidad. El aluminio fundido se inyecta en una matriz de acero a presiones que normalmente oscilan entre 10 000 a 30 000 psi (69 a 207 MPa) , en tiempos de llenado medidos en milisegundos. La aleación debe fluir instantáneamente a través de canales y compuertas, llenar completamente las secciones delgadas y solidificarse de manera predecible. 6061 crea múltiples puntos de falla en este entorno.
Poca fluidez de fusión
La fluidez en las aleaciones de fundición de aluminio está determinada en gran medida por el contenido de silicio. El silicio reduce el punto de fusión, amplía la ventana de temperatura líquido-sólido y reduce la tensión superficial en la masa fundida. Las aleaciones de fundición a presión como la A380 contienen aproximadamente un 8,5% de silicio. 6061 contiene menos del 1%. En las pruebas de fluidez (por ejemplo, pruebas de fluidez en espiral), el A380 llena consistentemente dos o tres veces la longitud que un 6061 se funde en las mismas condiciones. Las secciones de paredes delgadas de menos de 2 mm se vuelven esencialmente imposibles de llenar de manera confiable con 6061.
Cracking en caliente durante la solidificación
6061 tiene un amplio rango de solidificación: la brecha entre liquidus (~652°C) y solidus (~582°C) es de aproximadamente 70°C. Durante esta fase semisólida, la aleación es vulnerable al desgarro en caliente: el esqueleto parcialmente solidificado se contrae, pero el metal líquido no puede fluir lo suficientemente rápido a través de los canales restantes para compensar. El resultado son grietas internas. Las aleaciones de fundición a presión con alto contenido de silicio tienen rangos de solidificación más estrechos , lo que significa que el metal pasa de líquido a sólido de manera más rápida y uniforme, lo que reduce drásticamente el riesgo de agrietamiento en caliente.
Daños por soldadura y herramientas
La soldadura por troquel se produce cuando el aluminio se adhiere a la superficie del troquel de acero. El contenido de hierro en la matriz reacciona con el aluminio en la masa fundida para formar compuestos intermetálicos de hierro y aluminio (Fe-Al IMC) en la superficie de la matriz. El silicio actúa como un amortiguador: reacciona preferentemente con el hierro para formar fases de Fe-Si que son menos adherentes y más fáciles de liberar. Debido a que el 6061 tiene bajo contenido de silicio, es mucho más propenso a soldarse en la cara del troquel. Esto aumenta las fuerzas de expulsión, provoca defectos superficiales en la pieza fundida y acelera la erosión del molde. Se ha informado que la vida útil del modelo 6061 en pruebas de fundición a presión es significativamente más corto en comparación con las aleaciones de fundición a presión estándar.
Complicaciones del tratamiento térmico
Uno de los principales atractivos del 6061 es su respuesta al tratamiento térmico T6, que aumenta la resistencia a la tracción de aproximadamente 125 MPa (18 000 psi) en estado recocido a alrededor de 310 MPa (45 000 psi). Sin embargo, las piezas fundidas a presión, incluso en aleaciones compatibles, son notoriamente difíciles de tratar térmicamente porque la rápida solidificación en la matriz atrapa la porosidad del gas. Cuando una pieza de fundición porosa se trata térmicamente con una solución a temperaturas de alrededor de 530 °C, el gas atrapado se expande y provoca ampollas en la superficie. Las piezas fundidas a presión 6061 enfrentarían este mismo problema, aunque ya habrían sufrido problemas de fluidez y grietas durante la fundición. El resultado neto es que, de todos modos, la supuesta ventaja de resistencia del 6061 no se puede lograr de manera confiable mediante la fundición a presión.
¿Qué aleaciones de aluminio se utilizan realmente en la fundición a presión?
La industria de la fundición a presión se ha decidido por una breve lista de aleaciones de aluminio que ofrecen constantemente resultados confiables y de alta calidad. Comprender estas alternativas es esencial al evaluar si se debe optar por la fundición a presión para una pieza que se diseñó inicialmente alrededor de 6061.
| aleación | Contenido de Si (%) | UTS (MPa) | Caso de uso principal |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Propósito general; La aleación de fundición a presión más utilizada a nivel mundial. |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Piezas complejas de paredes delgadas; mejor fluidez que el A380 |
| A360 | 9,0 – 10,0 | ~317 | Estanqueidad a la presión, resistencia a la corrosión. |
| A413 | 11.0 – 13.0 | ~296 | Mayor fluidez; componentes hidráulicos, piezas fundidas complejas |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Hasta ~350 (T5/T7) | Fundición a presión estructural para automóviles; tratable con calor |
| 6061 | 0,40 – 0,80 | 310 (T6, forjado) | Extrusión, forja, mecanizado, no fundición a presión. |
El A380 por sí solo representa una estimación 60% o más de todas las piezas fundidas de aluminio producidas en América del Norte . Su combinación de buenas propiedades mecánicas, excelente moldeabilidad y costo razonable lo convierte en el producto predeterminado de la industria. Cuando los diseñadores necesitan aluminio fundido a presión tratable térmicamente de mayor resistencia, recurren cada vez más a aleaciones como Silafont-36 o Aural-2, que están diseñadas desde cero para combinar un buen comportamiento de fundición a presión con la capacidad de responder al endurecimiento por envejecimiento, algo que 6061 no puede ofrecer en forma de fundición a presión.
Cuándo los ingenieros especifican 6061 y por qué cambian
En muchos escenarios de desarrollo de productos, los ingenieros especifican el 6061 al principio de un proyecto porque están familiarizados con él o porque los prototipos se mecanizaron a partir de una palanquilla de 6061. Cuando los volúmenes de producción aumentan y la fundición a presión se vuelve atractiva para reducir costos, la cuestión de si conservar el 6061 se convierte en un verdadero punto de decisión. El resultado típico es un cambio a una aleación de fundición a presión más compatible, pero vale la pena examinar la lógica en detalle.
Requisitos de propiedad mecánica
Los ingenieros suelen especificar 6061-T6 por su resistencia a la tracción de aproximadamente 310 MPa y su límite elástico de 276 MPa. La pregunta es si estas propiedades son realmente requeridas por la aplicación o si fueron seleccionadas de manera conservadora basándose en la familiaridad. El A380 fundido a presión alcanza un UTS de alrededor de 317 MPa, muy cercano al 6061-T6, y un límite elástico de aproximadamente 159 MPa. Para aplicaciones donde el límite elástico es el parámetro crítico, como soportes estructurales o carcasas de carga, el A380 puede quedarse corto, y el ingeniero tiene dos opciones: diseñar la geometría con un espesor de pared adicional para compensar, o cambiar a una aleación de fundición a presión tratable térmicamente como Silafont-36, que puede alcanzar límites elásticos de 240 MPa o más después del tratamiento T5/T7.
Resistencia a la corrosión
6061 es conocido por su buena resistencia a la corrosión, particularmente en ambientes marinos y exteriores. El A380 contiene un mayor contenido de cobre (hasta un 3,5%), lo que reduce su resistencia a la corrosión en comparación con el 6061. Si una pieza necesita resistir la niebla salina o usarse en un ambiente costero sin recubrimiento, el A380 puede requerir un tratamiento de superficie. A360 es una aleación de fundición a presión alternativa con bajo contenido de cobre que proporciona una mejor resistencia a la corrosión y, a menudo, se especifica cuando los recubrimientos de anodización o conversión de cromato son parte del proceso.
Anodizado y acabado de superficies
6061 anodiza excepcionalmente bien. La composición baja en hierro y cobre produce una capa de óxido anódico transparente y consistente. Las aleaciones de fundición a presión, particularmente aquellas con alto contenido de silicio, se anodizan mal: las partículas de silicio permanecen sin anodizar y aparecen como motas de color gris oscuro o negro en la capa de óxido, lo que hace que el anodizado brillante decorativo sea casi imposible. Si la pieza requiere un anodizado transparente o coloreado por razones estéticas, la fundición a presión es el proceso incorrecto, independientemente de la aleación. La fundición en arena o en molde permanente por gravedad con 6061 o aleaciones de composición forjada similar, seguida de un tratamiento T6, es el mejor camino para piezas anodizadas en volúmenes moderados.
maquinabilidad
6061 es un placer de mecanizar. Produce virutas limpias, mantiene tolerancias estrictas y acepta bien roscados y roscados. Las aleaciones de fundición a presión son generalmente más duras para las herramientas de corte debido a su contenido de silicio abrasivo, aunque el A380 sigue siendo bastante mecanizable según los estándares de fundición a presión. Si se requiere un posmecanizado significativo después de la fundición (por ejemplo, orificios de precisión, inserciones roscadas o tolerancias de planitud estrictas), esto debe tenerse en cuenta en la comparación general de costos del proceso entre la fundición a presión con A380 y los procesos alternativos que utilizan 6061.
Procesos de fabricación alternativos para el aluminio 6061
Dado que el 6061 no es adecuado para la fundición a presión, los ingenieros que necesiten las propiedades del material del 6061 deben considerar los siguientes procesos de fabricación, cada uno con sus propias compensaciones en términos de capacidad geométrica, acabado superficial, costo y escalabilidad del volumen.
Mecanizado CNC a partir de palanquilla o extrusión
Para volúmenes bajos a medianos (generalmente menos de 1000 piezas por año), el mecanizado de palanquilla 6061 o material de extrusión suele ser el enfoque más rentable. Máquinas 6061 a altas velocidades con excelente vida útil de la herramienta. Un taller de CNC competente puede mantener tolerancias de ±0,025 mm (±0,001 in) de forma rutinaria. La limitación es el desperdicio de material (las proporciones de compra-vuelo pueden ser altas para piezas complejas) y el tiempo de ciclo para geometrías intrincadas. Para una producción de gran volumen, el costo por pieza del mecanizado supera rápidamente al de la fundición.
Fundición en arena y fundición en molde permanente
6061 se puede fundir en arena o alimentar por gravedad en moldes permanentes. Estos procesos implican presiones de inyección más bajas que la fundición a presión, lo que le da tiempo a la aleación para llenar el molde. La fundición en arena 6061 se practica en las industrias aeroespacial y de defensa. , donde los requisitos de certificación de materiales exigen la composición de la aleación y la respuesta al tratamiento térmico en lugar de permitir la sustitución con una aleación de fundición a presión estándar. El límite elástico de las piezas fundidas en arena 6061 tratadas con T6 generalmente se encuentra en el rango de 220 a 260 MPa, algo por debajo de la cifra forjada, pero suficiente para muchas aplicaciones estructurales. Los costos de herramientas para la fundición en arena son bajos (menos de $5,000 en muchos casos), lo que la hace viable en volúmenes que van desde un solo prototipo hasta varios miles de piezas por año.
forja
6061 es una de las aleaciones de aluminio forjado más comúnmente. La forja alinea la estructura del grano a lo largo de las líneas de tensión de la pieza, produciendo propiedades mecánicas que superan tanto a las piezas fundidas como a las mecanizadas. El 6061-T6 forjado puede alcanzar resistencias a la tracción de 330–350 MPa y límites elásticos de 295–310 MPa — significativamente superior a la especificación de placa forjada estándar. Los componentes estructurales aeroespaciales, los componentes de bicicletas y las piezas de suspensión de automóviles se forjan con frecuencia a partir del 6061. La desventaja es que los troqueles de forjado son caros (a menudo entre 20 000 y 80 000 dólares por juego de troqueles) y el proceso es más adecuado para piezas con una geometría relativamente simple y sin socavaduras.
Extrusión
Podría decirse que la extrusión es el proceso nativo de 6061. La aleación fluye a través de una matriz para producir perfiles largos y de sección transversal constante a alta velocidad. Los troqueles de extrusión cuestan entre 500 y 3000 dólares para perfiles simples, lo que hace que este proceso sea accesible incluso en volúmenes bajos. Se pueden conseguir secciones complejas con cámaras huecas. Las operaciones secundarias como el corte a medida, el punzonado, la perforación y el doblado convierten el 6061 extruido en componentes estructurales terminados. La restricción es que la sección transversal debe ser uniforme a lo largo de su longitud; la extrusión no puede producir la complejidad tridimensional que logra la fundición a presión.
Thixocasting y Rheocasting (procesamiento de semisólidos)
El procesamiento de metales semisólidos (SSM) es una opción específica pero relevante. En la tixofusión, un tocho especialmente preparado de 6061 con una microestructura tixotrópica se calienta hasta el rango semisólido y se inyecta en una matriz. Debido a que el material es parcialmente sólido, fluye de manera más predecible, con menos turbulencia y menos porosidad que la fundición a presión convencional. Los estudios de investigación han demostrado que Thixocast 6061-T6 puede alcanzar resistencias a la tracción de 280 a 310 MPa , muy cerca del punto de referencia forjado. La limitación es el costo: el proceso de preparación de palanquillas (métodos SIMA o MHD) agrega gastos y la ventana del proceso es estrecha, lo que requiere un estricto control de la temperatura. El procesamiento SSM de 6061 se utiliza en componentes automotrices y aeroespaciales donde deben coexistir el rendimiento mecánico y la geometría compleja, pero no es un proceso de producción convencional.
Fundición a presión de alta presión frente a procesos de baja presión y gravedad: impacto en la viabilidad del 6061
Vale la pena distinguir entre las diferentes familias de procesos de fundición, porque los desafíos con 6061 varían significativamente dependiendo de la presión y la velocidad de llenado.
- Fundición a presión de alta presión (HPDC) : Presiones de inyección de 10 000 a 30 000 psi, tiempos de llenado de 10 a 100 ms. 6061 es totalmente inadecuado. La combinación de baja fluidez, susceptibilidad al agrietamiento en caliente y soldadura por matriz hace imposible una producción confiable a escala comercial.
- Fundición a baja presión (LPDC) : Presiones de 5 a 15 psi (0,03 a 0,1 MPa), tasas de llenado mucho más lentas. A 6061 le va mejor aquí. LPDC se utiliza para la fabricación de ruedas y algunas piezas fundidas estructurales de automóviles. El llenado más lento reduce la turbulencia y permite que algunas aleaciones con menor fluidez funcionen aceptablemente. El 6061 se puede fundir a baja presión con un control adecuado de la temperatura, aunque requiere un control cuidadoso del proceso.
- Molde permanente por gravedad (GPM / fundición en frío) : Sin presión aplicada; el metal se llena por gravedad. Este es el proceso de fundición más tolerante para 6061 en términos de compatibilidad de aleación. Las piezas fundidas GPM en 6061 pueden recibir un tratamiento térmico T6 de manera confiable y lograr propiedades estructurales útiles. El acabado superficial y la consistencia dimensional son inferiores a los del HPDC, pero el proceso es mucho más accesible para esta aleación.
- Fundición a presión asistida por vacío : Una variante de HPDC donde se aplica vacío en la cavidad del troquel antes de la inyección para reducir la porosidad. Si bien la asistencia de vacío mejora la densidad de las piezas y permite el tratamiento térmico en aleaciones de fundición a presión estándar, no resuelve los problemas fundamentales de fluidez o craqueo en caliente asociados con 6061 en un contexto de HPDC.
La conclusión práctica es que si la fundición a presión significa específicamente HPDC (lo que ocurre en la mayoría de las conversaciones industriales), entonces se debe evitar el 6061. Si los procesos de baja presión o gravedad están dentro del alcance, el 6061 se convierte en una opción viable, particularmente para piezas estructurales que requieren tratamiento térmico T6.
Comparación de costos: fundición a presión con A380 frente a procesos alternativos con 6061
El costo es uno de los factores más comunes detrás de la cuestión de si se debe moldear el 6061; por lo general, un diseñador quiere las propiedades del material del 6061 pero la economía por pieza de la fundición a presión. La siguiente comparación toma como referencia una parte estructural representativa de una vivienda de complejidad moderada.
| Proceso | aleación | Costo de herramientas (aprox.) | Costo por pieza a 10k/año | ¿Es posible el tratamiento térmico? |
|---|---|---|---|---|
| HPDC | A380 | $30,000–$100,000 | $2–$8 | Limitado (riesgo de porosidad) |
| HPDC (estructural) | Silafont-36 | $30,000–$100,000 | $3–$10 | Sí (asistido por vacío) |
| Permanente por gravedad. molde | 6061 | $5,000–$20,000 | $8–$20 | Sí (T6 alcanzable) |
| Fundición en arena | 6061 | $1000–$8000 | $15–$40 | Sí (T6 alcanzable) |
| Mecanizado CNC | 6061 billete | $0–$5000 (fijación) | $20–$80 | Sí (stock pretratado) |
Los datos muestran que HPDC con A380 o una aleación de fundición a presión estructural ofrece el costo por pieza más bajo en grandes volúmenes, pero requiere aceptar un material que no es 6061. Si realmente se requiere 6061, por ejemplo, debido a especificaciones de materiales aeroespaciales o requisitos específicos de certificación de corrosión, entonces la fundición por gravedad o el mecanizado son los caminos económicamente racionales, aceptando un costo por pieza más alto a cambio de la aleación correcta.
Alternativas emergentes: aleaciones de fundición a presión de composición forjada
La industria no ha ignorado la demanda de aluminio fundido a presión con propiedades más cercanas al 6061. Varios desarrolladores de aleaciones y especialistas en fundición han introducido aleaciones diseñadas para cerrar la brecha entre las aleaciones de fundición a presión estándar y las composiciones en serie forjadas. Vale la pena conocerlos para los ingenieros que están evaluando sus opciones.
Castasil-37 (Al-Si-Mg, Bajo en Hierro)
Desarrollado por Rheinfelden Alloys, Castasil-37 contiene aproximadamente entre un 9% y un 11% de silicio con muy poco hierro (menos del 0,15%) y magnesio controlado. Su bajo contenido de hierro reduce drásticamente la tendencia a la soldadura por matriz en comparación con las aleaciones estándar, y la aleación se puede fundir a presión para producir secciones delgadas y complejas. No coincide con la respuesta completa al tratamiento térmico del 6061, pero sus propiedades como fundición son competitivas con muchas aplicaciones que de otro modo considerarían el 6061.
Aural-2 y Aural-5
Se trata de aleaciones primarias de aluminio desarrolladas específicamente para fundiciones estructurales de alta integridad, particularmente en el sector automotriz, donde el desempeño en caso de choque requiere alta resistencia y alta ductilidad. Aural-2 alcanza valores de alargamiento del 10 al 15 % en la condición T7 , que es comparable al 6061-T6. Estas aleaciones pueden fundirse mediante HPDC asistido por vacío y luego tratarse térmicamente sin que se formen ampollas significativas, lo que representa la aproximación más cercana disponible a las propiedades 6061 en una forma fundida a presión.
Aleaciones de la serie 6xxx optimizadas para Hpdc (etapa de investigación)
Grupos de investigación académicos e industriales han estado desarrollando aleaciones modificadas de la serie 6xxx con elevadas adiciones de silicio destinadas a mejorar el rendimiento de la fundición a presión y al mismo tiempo conservar parte de la respuesta de endurecimiento por envejecimiento. Estos aún no están establecidos comercialmente a escala, pero los resultados de producción piloto publicados en revistas como el Journal of Materials Processing Technology sugieren que las aleaciones con 3 a 5 % de Si y adiciones equilibradas de Mg pueden alcanzar resistencias a la tracción de 280 a 300 MPa después del tratamiento T5 con HPDC. Esta sigue siendo un área activa de desarrollo. en lugar de una opción de producción lista.
Guía práctica de decisiones: elección entre 6061 y aleaciones de fundición a presión
El siguiente marco de decisión tiene como objetivo ayudar a los ingenieros y diseñadores de productos a identificar rápidamente el camino correcto para su situación específica.
- Si su volumen anual excede 5.000 piezas y la complejidad de la geometría es alta, la fundición a presión con A380 o una aleación estructural es casi con certeza el proceso correcto: vuelva a evaluar si las propiedades 6061 son realmente necesarias o simplemente familiares.
- Si se requiere anodizado decorativo para la pieza terminada, la fundición a presión es un proceso completamente incorrecto. Utilice extrusión o mecanizado 6061 con el tratamiento superficial adecuado.
- Si se requiere un límite elástico superior a 200 MPa de la pieza fundida, evalúe el HPDC asistido por vacío con Silafont-36 o Aural-2 antes de recurrir a un proceso de fundición por gravedad con 6061.
- Si la especificación de la aleación la fija un cliente, un organismo regulador o una norma aeroespacial que cita 6061, no la sustituya. Utilice fundición por gravedad, fundición en arena o forja.
- Si el volumen es inferior a 1000 piezas por año y la geometría lo permite, el mecanizado CNC a partir del stock 6061-T6 brindará las mejores propiedades mecánicas con la menor inversión en herramientas.
- Si el ahorro de peso y la eficiencia estructural son los principales impulsores, considere si el 6061 forjado es justificable: las piezas forjadas pueden reducir el peso de la pieza entre un 15 y un 30 % en comparación con una pieza fundida equivalente porque la relación superior resistencia-peso permite secciones más delgadas.
No hay una respuesta única que se ajuste a todos los productos. Pero el consenso constante de la industria es claro: No intente realizar la fundición a alta presión con aluminio 6061 si el objetivo es obtener resultados confiables y con calidad de producción. La discrepancia metalúrgica entre la composición de 6061 y las demandas del proceso de fundición a presión no es un desafío de ingeniería que deba superarse mediante la optimización del proceso; es un problema fundamental de selección de materiales que se resuelve mejor eligiendo la aleación adecuada para el proceso correcto desde el principio.