English
English русский
русский Español
Español
Inicio / Noticias / Noticias de la Industria / ¿Cómo se hace la fundición a presión? Proceso, métodos y materiales
Contenido
- 1 La respuesta corta: cómo funciona la fundición a presión
- 2 El proceso de fundición a presión paso a paso
- 3 Fundición a presión en cámara caliente versus cámara fría
- 4 Materiales utilizados en la fundición a presión
- 5 Diseño de troqueles y herramientas
- 6 Parámetros clave del proceso y cómo se controlan
- 7 Defectos comunes en la fundición a presión y sus causas
- 8 Variaciones y métodos avanzados de fundición a presión
- 9 Fundición a presión frente a otros procesos de fundición de metales
- 10 Industrias y aplicaciones donde domina la fundición a presión
- 11 Qué esperar en términos de tolerancias, acabado superficial y plazo de entrega
La respuesta corta: cómo funciona la fundición a presión
fundición a presión es un proceso de formación de metal en el que se inyecta metal fundido a alta presión en un molde de acero endurecido, llamado matriz, y se mantiene allí hasta que el metal se solidifica en la forma exacta de la cavidad. Una vez sólido, el troquel se abre, los pasadores expulsores empujan la pieza hacia afuera y el ciclo comienza de nuevo. Un solo dado puede repetir esta secuencia cientos de miles de veces antes de desgastarse.
El proceso se utiliza principalmente con aleaciones no ferrosas: aluminio, zinc, magnesio y metales a base de cobre. Las presiones de inyección suelen oscilar entre 1500 psi y más de 25 000 psi. , que es lo que permite que la fundición a presión produzca piezas con paredes delgadas, tolerancias ajustadas (a menudo ±0,002 pulgadas) y acabados superficiales lisos como fundición sin un mecanizado extenso posterior.
Si necesita decenas de miles de piezas metálicas idénticas (soportes para automóviles, carcasas de dispositivos electrónicos, accesorios de plomería, componentes de electrodomésticos), la fundición a presión es casi siempre el método de fabricación más rentable una vez que ha absorbido el costo inicial de las herramientas.
El proceso de fundición a presión paso a paso
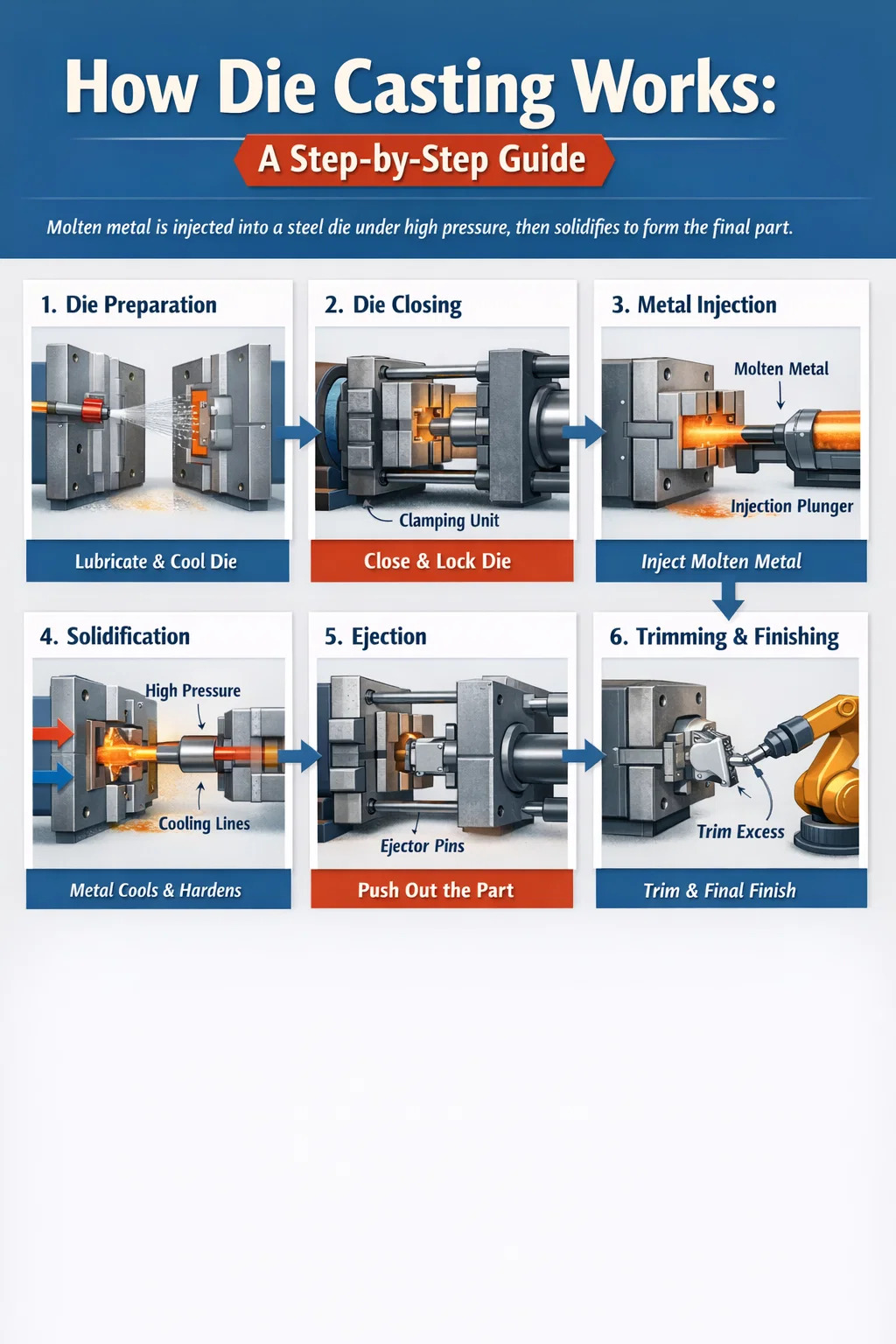
Comprender cómo se realiza la fundición a presión requiere recorrer cada etapa del ciclo de producción. Si bien las diferentes máquinas y aleaciones introducen variaciones, la secuencia fundamental es consistente en toda la industria.
Paso 1: preparación y lubricación del troquel
Antes de cada disparo, las mitades del troquel se rocían con un lubricante o agente desmoldante. Esto tiene dos propósitos: ayuda a que la fundición solidificada se expulse limpiamente sin pegarse y enfría ligeramente la superficie del troquel para mantener un perfil térmico constante. Los lubricantes para troqueles a base de agua son la opción más común en los talleres modernos porque reducen el humo y cumplen con las normas ambientales. El ciclo de pulverización suele tardar de dos a cinco segundos y está automatizado en líneas de gran volumen.
Paso 2: cierre y sujeción del troquel
La máquina de fundición a presión sujeta las dos mitades del molde con una fuerza enorme. Esta fuerza de sujeción se mide en toneladas y debe exceder la fuerza que el metal fundido presurizado ejercerá sobre las caras del troquel durante la inyección. Una máquina con capacidad de 500 toneladas mantiene la matriz cerrada con 500 toneladas de fuerza de sujeción. Las máquinas varían desde menos de 100 toneladas para piezas pequeñas de zinc hasta 4000 toneladas o más para componentes estructurales grandes de aluminio. Si la fuerza de sujeción es insuficiente, el metal fundido puede salir disparado entre las mitades del troquel, creando aletas delgadas en la pieza y potencialmente dañando las herramientas.
Paso 3: inyección de metal
Este es el paso decisivo. El metal fundido se empuja hacia la cavidad del troquel a través de un sistema de canales (un bebedero, guías y compuertas) que dirigen el flujo hacia la geometría de la pieza. En las máquinas de cámara fría, una granalla medida de metal se vierte con un cucharón o se vierte automáticamente en una manga de granalla y un émbolo hidráulico la impulsa hacia adelante. En las máquinas de cámara caliente, el mecanismo de inyección se sumerge en el baño de metal fundido y extrae directamente una carga precisa. La velocidad de inyección se puede ajustar en fases: una primera fase lenta llena el sistema de canales y una segunda fase rápida llena la cavidad de la pieza para evitar una solidificación prematura. Los tiempos de llenado de la propia cavidad suelen estar entre 10 y 100 milisegundos.
Paso 4: Intensificación y Solidificación
Inmediatamente después de que se llena la cavidad, la máquina aplica una presión de intensificación (un aumento de presión secundario y más alto) para empaquetar más metal y compensar la contracción a medida que la pieza fundida se solidifica. Esta presión se mantiene durante un tiempo de permanencia, normalmente de uno a treinta segundos, dependiendo del espesor de la pared y la aleación. El propio troquel actúa como disipador de calor; sus canales de refrigeración internos transportan agua o aceite térmico para extraer el calor de forma rápida y constante. Un enfriamiento más rápido permite tiempos de ciclo más cortos y una microestructura más fina en la pieza terminada.
Paso 5: Apertura del troquel y expulsión de la pieza
Una vez que el metal se ha solidificado lo suficiente, la unidad de sujeción retrocede y las mitades de la matriz se separan. La pieza fundida permanece en una mitad (la mitad eyectora) porque los ángulos de tiro y la geometría están diseñados de esa manera. Los pasadores eyectores (varillas de acero endurecido colocadas en el troquel) avanzan y empujan la pieza para liberarla. Los pasadores dejan pequeñas marcas circulares en superficies no críticas de la pieza fundida. Un robot o un operador humano retira la pieza y el ciclo se reinicia.
Paso 6: Recorte y acabado
La pieza fundida en bruto sale adherida al sistema de guía y compuerta y, a menudo, tiene rebabas delgadas a lo largo de las líneas de separación. Un troquel de corte en una prensa hidráulica corta los patines y el exceso de rebaba en un solo golpe. El acabado adicional depende de la aplicación: granallado para superficies cosméticas, mecanizado CNC para orificios roscados o orificios precisos, tratamiento térmico para aleaciones estructurales de aluminio y recubrimientos de superficies como anodizado, recubrimiento en polvo o cromado.
Fundición a presión en cámara caliente versus cámara fría
Los dos tipos principales de máquinas se adaptan cada uno a una gama diferente de aleaciones. Elegir el tipo incorrecto para un material determinado destruirá la máquina o producirá piezas de mala calidad.
| Característica | Cámara Caliente | Cámara Fría |
|---|---|---|
| Ubicación del sistema de inyección | Sumergido en metal fundido | Separado del horno |
| Aleaciones compatibles | Zinc, magnesio, plomo, estaño | Aluminio, latón, magnesio (alta temperatura) |
| Velocidad del ciclo | Más rápido (hasta 18 disparos/min para zinc) | Más lento (el cucharón manual añade tiempo) |
| Presión máxima de inyección | ~2500 psi | Hasta 25.000 psi |
| Rango de tamaño de pieza | Pequeño a mediano | Pequeño a muy grande |
| Tendencia a la porosidad | inferior | Moderado (gestionado por control de proceso) |
Las máquinas de cámara caliente no se pueden utilizar con aluminio porque el aluminio disuelve el hierro a temperaturas típicas de fundición, atacando rápidamente el cuello de cisne de acero y el émbolo del sistema de inyección sumergido. Las máquinas de cámara fría son la elección correcta para la fundición a presión de aluminio: el metal se funde en un horno de mantenimiento separado y solo ingresa a la manga de perdigones inmediatamente antes de la inyección, lo que limita el tiempo de exposición.
Materiales utilizados en la fundición a presión
La elección de la aleación influye en casi todas las demás decisiones del proceso: tipo de máquina, material del troquel, tiempo del ciclo y propiedades de la pieza final. Estas son las cuatro familias que se ven con mayor frecuencia en las operaciones comerciales de fundición a presión.
Aleaciones de aluminio
El aluminio representa aproximadamente 80% de toda la producción de fundición a presión en peso en América del Norte. Las aleaciones más utilizadas son A380, A383 y A360. A380 ofrece un excelente equilibrio entre moldeabilidad, resistencia (resistencia a la tracción máxima de alrededor de 47 000 psi) y resistencia a la corrosión, lo que lo convierte en la opción predeterminada para carcasas de electrónica de consumo y automoción. La baja densidad del aluminio (alrededor de un tercio de la del acero) es un importante impulsor de la demanda a medida que los fabricantes de automóviles buscan componentes livianos para cumplir con los objetivos de economía de combustible y autonomía de los vehículos eléctricos. La desventaja es una temperatura de fundición más alta (alrededor de 1200 °F / 650 °C), lo que acorta la vida útil del troquel en comparación con el zinc.
Aleaciones de zinc
Las aleaciones de zinc (Zamak 3, Zamak 5, ZA-8) se funden a temperaturas mucho más bajas (alrededor de 780 °F/415 °C), lo que proporciona a las herramientas una vida útil mucho más larga: a menudo, más de un millón de disparos, frente a los 100 000 a 400 000 de las matrices de aluminio. Las piezas de zinc se pueden fundir con paredes extremadamente delgadas (hasta 0,4 mm) y detalles superficiales muy finos, razón por la cual se utilizan para herrajes decorativos, cuerpos de cerraduras y pequeños componentes mecánicos de precisión. El zinc es más denso que el aluminio, pero sus menores costos de procesamiento y su mayor vida útil a menudo lo hacen más económico para piezas pequeñas de gran volumen.
Aleaciones de magnesio
El magnesio es el metal estructural más liviano comúnmente fundido a presión, aproximadamente un 33% más liviano que el aluminio en volumen. Las aleaciones como AZ91D y AM60B se utilizan en estructuras interiores de automóviles, chasis de portátiles y carrocerías de herramientas eléctricas donde el peso es el factor principal. El magnesio se puede procesar en máquinas de cámara fría o caliente, según la aleación específica y el tamaño de pieza requerido. Una consideración importante en la producción: el magnesio es inflamable en forma finamente dividida, por lo que la chatarra y las astillas requieren un manejo cuidadoso y sistemas exclusivos de extinción de incendios en la instalación.
Aleaciones a base de cobre (latón y bronce)
Las aleaciones de cobre requieren las temperaturas de fundición más altas, que a menudo superan los 900 °C (1650 °F), lo que acorta significativamente la vida útil del troquel y aumenta los costos de energía. Sin embargo, las piezas fundidas a presión de latón y bronce ofrecen una excelente resistencia a la corrosión, buena conductividad eléctrica y una apariencia premium que las hace valiosas en accesorios de plomería, conectores eléctricos y herrajes arquitectónicos. La fundición a presión de aleaciones de cobre representa una proporción pequeña pero persistente de la producción total porque ningún otro material iguala su combinación de propiedades a un costo comparable para piezas de volumen medio.
Diseño de troqueles y herramientas
El troquel es el elemento del proceso de fundición a presión que requiere más capital y su diseño determina directamente la calidad de la pieza, el tiempo del ciclo y la economía de producción. Un troquel mal diseñado causará problemas que ningún ajuste de la máquina podrá solucionar por completo.
Materiales de matriz
Las herramientas de fundición a presión se fabrican casi universalmente con acero para herramientas de trabajo en caliente H13, endurecido a aproximadamente 44–48 HRC. Se seleccionó H13 porque resiste la fatiga térmica: el calentamiento y enfriamiento repetidos que agrietarían aceros de menor calidad en miles de ciclos. Los grados premium de H13 con controles químicos más estrictos y procesamiento de refundición por arco en vacío (VAR) pueden extender significativamente la vida útil del troquel. Para la producción de aluminio en grandes volúmenes, algunas operaciones utilizan aceros modificados como DIN 1.2367 o grados patentados desarrollados por proveedores de herramientas.
Diseño de sistemas de puertas y corredores
El lugar donde el metal ingresa a la cavidad (la ubicación de la puerta) controla el patrón de llenado, el atrapamiento de aire y la contracción. El software de simulación (Magmasoft, ProCAST, Flow-3D) es ahora una práctica estándar para el diseño de matrices, lo que permite a los ingenieros modelar el flujo de metal, predecir cierres en frío, identificar dónde es probable que se forme porosidad y optimizar la ubicación de la compuerta y el pozo de desbordamiento antes de cortar una sola pieza de acero. Invertir en simulación antes de la fabricación de herramientas generalmente ahorra mucho más que su costo al detectar problemas que de otro modo requerirían costosas modificaciones de matrices.
Ángulos de salida y líneas de separación
Cada pared vertical en una fundición a presión debe tener un ángulo de inclinación (un ligero ahusamiento) para permitir que la pieza se suelte del molde sin arrastrarse ni pegarse. Los ángulos de inclinación típicos son de 1° a 3° para superficies externas y de 2° a 5° para núcleos internos. Las paredes sin tiro son teóricamente posibles con revestimientos especiales o trucos geométricos, pero añaden costos y riesgos. La línea de separación es donde se unen las dos mitades del dado; ubicarlo correctamente minimiza el destello, simplifica la construcción de herramientas y facilita el control de las superficies cosméticas.
Diseño del sistema de refrigeración
Los canales de refrigeración internos perforados a través del acero del troquel transportan agua a temperatura controlada. Su ubicación en relación con las secciones gruesas de la pieza, donde se concentra el calor, determina qué tan uniformemente se solidifica la fundición y qué tan rápido puede ejecutarse el ciclo. El enfriamiento conformado (canales que siguen los contornos de la cavidad del troquel en lugar de estar perforados directamente) se fabrica cada vez más mediante inserciones de fabricación aditiva, lo que permite una extracción de calor más agresiva en zonas críticas y reducciones del tiempo de ciclo del 15 al 25 % en algunas aplicaciones.
Parámetros clave del proceso y cómo se controlan
La fundición a presión no es una operación de configurar y olvidar. Un proceso estable y de alta calidad requiere monitoreo y control activo de una variedad de variables interdependientes.
- Temperatura del metal: Demasiado calor aumenta la porosidad por contracción y la erosión del troquel; demasiado frío provoca errores de funcionamiento y cierres fríos. El aluminio normalmente se vierte a una temperatura de 1250 °F a 1350 °F (677 °C a 732 °C), según la geometría de la pieza y el espesor de la pared.
- Velocidad de inyección: La velocidad de la primera fase (lenta) llena al corredor; La velocidad de la segunda fase (rápida) llena la cavidad. La velocidad de la compuerta (la velocidad a la que el metal pasa a través de la compuerta hacia la pieza) suele estar entre 100 y 180 pies/s para el aluminio.
- Presión de intensificación: Aplicada inmediatamente después del llenado de la cavidad, esta presión compacta el metal solidificado para reducir los huecos por contracción. Las presiones de intensificación típicas para el aluminio son de 8000 a 15 000 psi.
- Temperatura del troquel: La matriz debe alcanzar y mantener un equilibrio térmico (normalmente entre 300 °F y 500 °F (150 °C y 260 °C) para el aluminio) antes de procesar las piezas de producción. Un troquel frío provoca defectos en la superficie; una matriz sobrecalentada extiende el tiempo del ciclo y acelera la fatiga térmica.
- Asistencia de vacío: Algunas configuraciones de fundición a presión utilizan líneas de vacío conectadas a la cavidad del molde para evacuar el aire antes de la inyección. La eliminación del aire reduce la porosidad del gas y permite velocidades de inyección más altas sin atrapar gas en la pieza, algo particularmente valioso para componentes estructurales que serán tratados térmicamente o soldados.
Las modernas máquinas de fundición a presión registran los datos del proceso de cada disparo (posición del émbolo, velocidad, curvas de presión) en tiempo real. Los gráficos de control de procesos estadísticos señalan cuando los parámetros se salen de los límites establecidos, lo que permite a los ingenieros de procesos corregir los problemas antes de que aumenten las tasas de desperdicio.
Defectos comunes en la fundición a presión y sus causas
Comprender los mecanismos de los defectos es fundamental para solucionar los problemas del proceso. La mayoría de los defectos se remontan a un conjunto relativamente pequeño de causas fundamentales.
Porosidad
El defecto más frecuente en la fundición a presión. Existen dos tipos: porosidad por gas, causada por aire o hidrógeno disuelto atrapado durante el llenado, y porosidad por contracción, causada por metal insuficiente para alimentar las secciones que se contraen a medida que se solidifican. La porosidad del gas generalmente aparece como huecos redondeados cerca de la superficie o en las últimas áreas en llenarse. La porosidad por contracción aparece como huecos irregulares y dentados en secciones transversales gruesas. Las soluciones incluyen asistencia de vacío, diseño optimizado de la compuerta, presión de intensificación ajustada y reducción del espesor de la pared mediante el rediseño de las piezas.
Cierres en frío y errores de funcionamiento
Un cierre en frío aparece como una línea visible en la superficie de fundición donde dos frentes de flujo de metal se encontraron pero no se fusionaron adecuadamente porque se habían enfriado demasiado antes de unirse. Un error de ejecución es un relleno incompleto: una parte de la cavidad que simplemente no recibió suficiente metal antes de solidificarse. Ambos son causados por una temperatura del metal insuficiente, una velocidad de inyección demasiado baja, un volumen de metal inadecuado o un enfriamiento excesivo del troquel. El aumento de la temperatura del metal, la velocidad de inyección o el peso del disparo generalmente resuelve estos defectos.
Soldadura y erosión de troqueles
La soldadura ocurre cuando la aleación de aluminio se adhiere al acero del troquel, arrancando material de la superficie de la pieza al ser expulsado y eventualmente acumulando depósitos en el troquel. Es impulsado por una reacción química entre el aluminio fundido y el hierro en el acero del troquel, acelerada por la alta temperatura del metal y la alta velocidad de la compuerta que impacta repetidamente la misma superficie del troquel. Los revestimientos protectores (nitruración, revestimientos PVD como TiAlN), el control de la temperatura del troquel y la lubricación optimizada reducen la frecuencia de soldadura. Los casos severos requieren pulido de matrices o reparación de soldadura.
destello
La rebaba es una aleta metálica delgada que se extruye entre las mitades del troquel o alrededor de los pasadores expulsores. Resulta de una fuerza de sujeción insuficiente, superficies de la línea de separación desgastadas o dañadas o una presión de inyección excesiva. Se eliminan destellos menores en la prensa de ajuste; El destello persistente indica un problema de máquina, matriz o parámetro de proceso que necesita corrección antes de que empeore.
Variaciones y métodos avanzados de fundición a presión
Más allá de la fundición a presión convencional a alta presión, varias variantes del proceso abordan requisitos de piezas específicos u objetivos de calidad que la fundición estándar no puede cumplir.
Fundición a presión al vacío
La fundición a presión al vacío evacua el aire de la cavidad del molde inmediatamente antes de la inyección a través de válvulas de vacío específicas. En los sistemas avanzados, la presión de aire residual en la cavidad se reduce a menos de 50 mbar. El resultado es una porosidad del gas dramáticamente menor, lo que permite que las piezas fundidas sean tratadas térmicamente (T5 o T6) y soldadas, capacidades que la fundición a presión estándar no puede lograr de manera confiable. Las piezas estructurales de automóviles, como torres de amortiguación, pilares B y carcasas de baterías, se fabrican cada vez más de esta manera.
Fundición a presión semisólida (Thixocasting y Rheocasting)
En el procesamiento semisólido, el metal se inyecta a una temperatura entre su liquidus y solidus, en un estado parcialmente solidificado, similar a una suspensión. Debido a que el metal es más viscoso y llena la matriz de una manera menos turbulenta y más laminar, el atrapamiento de gas se reduce significativamente. Las piezas producidas mediante reocasting o tixocasting pueden acercarse a los niveles de porosidad de las piezas forjadas en algunas geometrías. El proceso es más complejo y costoso de operar que la fundición a presión convencional, por lo que está reservado para componentes de alto valor en aplicaciones aeroespaciales, de deportes de motor y automotrices premium.
Fundición apretada
La fundición por compresión utiliza velocidades de inyección mucho más bajas, pero se aplica y mantiene una presión muy alta (a menudo entre 10 000 y 30 000 psi) durante la solidificación. La alta presión sostenida suprime la porosidad y refina la microestructura, produciendo piezas fundidas con propiedades mecánicas cercanas a las de las forjadas. Las ruedas de aluminio para vehículos de alto rendimiento son una aplicación común de fundición por compresión. Los tiempos de ciclo son más largos que los de la fundición a presión convencional y el proceso requiere un diseño de matriz más cuidadoso para la distribución de la presión.
Megacasting (Gigacasting)
La megafundición, un desarrollo reciente impulsado en gran medida por la industria de los vehículos eléctricos, utiliza máquinas de 6.000 toneladas o más para producir piezas estructurales de aluminio individuales que reemplazan conjuntos de docenas de piezas de acero estampadas y soldadas. Tesla popularizó este enfoque con su fundición de los bajos traseros, que consolida aproximadamente 70 piezas individuales en una sola toma. Varios otros fabricantes de automóviles están actualmente poniendo en marcha u operando células de fundición a presión de gran formato similares. El argumento económico se basa en una menor cantidad de herramientas, líneas de montaje más simples y menores costos de unión, aunque requiere una inversión inicial muy grande en maquinaria.
Fundición a presión frente a otros procesos de fundición de metales
La fundición a presión no es la única forma de fundir piezas metálicas y no siempre es la correcta. Comprender dónde encaja en relación con las alternativas ayuda a seleccionar el proceso correcto para un proyecto determinado.
| Proceso | Costo de herramientas | Costo por pieza (alto volumen) | Precisión dimensional | Mejor para |
|---|---|---|---|---|
| Fundición a presión de alta presión | Alto ($20 000–$200 000) | muy bajo | Excelente | Piezas no ferrosas de gran volumen |
| Fundición en molde permanente | moderado | Bajo | bueno | Volumen medio, paredes más gruesas |
| Fundición a la cera perdida | moderado | Alto | muy alto | Geometría compleja, aleaciones ferrosas, aeroespacial. |
| Fundición en arena | Bajo | moderado to high | De pobre a regular | Bajo volume, large parts, iron/steel |
La decisión normalmente se reduce al volumen. Las herramientas de fundición a presión para una pieza de aluminio suelen costar entre 30.000 y 150.000 dólares, dependiendo de la complejidad. Esa inversión tiene sentido con 50.000 o más piezas por año, pero es difícil de justificar para unos pocos cientos de unidades. Para producción de bajo volumen, la fundición en arena o la fundición a la cera perdida es más económica aunque el costo por pieza sea mayor. Para las aleaciones ferrosas (acero, hierro), la fundición a presión generalmente no se utiliza en absoluto; las opciones adecuadas son la fundición a la cera perdida, la fundición en arena o la forja.
Industrias y aplicaciones donde domina la fundición a presión
La combinación de velocidad, precisión y capacidad de forma neta de la fundición a presión la ha convertido en el proceso de fabricación predeterminado para una amplia gama de categorías de productos en múltiples industrias.
- Automotriz: Bloques de motor (en algunas configuraciones), carcasas de transmisión, cuerpos de bombas de aceite, conjuntos de soportes, manijas de puertas, carcasas de espejos, ruedas (moldeadas) y componentes estructurales de carrocería en blanco cada vez más grandes. La industria automotriz es el mercado individual más grande de fundición a presión y representa más del 50% de la producción norteamericana en valor.
- Electrónica de consumo: Los chasis de portátiles y tabletas, los marcos internos de los teléfonos inteligentes, los cuerpos de las cámaras y las estructuras de los disipadores de calor se benefician de la combinación de ligereza, conductividad térmica y rigidez estructural del aluminio.
- Equipos industriales: Las carcasas de cajas de engranajes, cuerpos de bombas, carcasas de motores y cuerpos de válvulas se producen en grandes volúmenes con un espesor de pared constante y una integridad hermética.
- Infraestructura de telecomunicaciones: Los gabinetes de las estaciones base 5G y los componentes de gestión del calor utilizan fundición a presión de aluminio para su combinación de blindaje EMI, rendimiento térmico y estabilidad dimensional.
- Fontanería y climatización: Millones de accesorios, válvulas y bloques colectores de fundición a presión de latón y aluminio se instalan cada año en la construcción residencial y comercial.
- Herramientas y electrodomésticos eléctricos: Las carcasas de motores, cajas de engranajes y marcos estructurales para herramientas eléctricas, equipos de jardinería y electrodomésticos dependen de la fundición a presión para lograr tolerancias estrictas y un buen acabado superficial a altas tasas de producción.
Qué esperar en términos de tolerancias, acabado superficial y plazo de entrega
Los compradores e ingenieros que especifican piezas fundidas necesitan expectativas realistas sobre lo que el proceso puede y no puede ofrecer sin operaciones secundarias.
Tolerancias dimensionales
La fundición a presión logra tolerancias más estrictas que la fundición en arena o la fundición en molde permanente, pero no es un proceso de mecanizado de precisión. Las tolerancias de fundición de ±0,003 a ±0,005 pulgadas por pulgada son típicas del aluminio. Las características que requieren un control más estricto (agujeros de rodamientos, posiciones de orificios roscados, superficies de contacto) necesitan mecanizado CNC después de la fundición. La Asociación Norteamericana de Fundición a Presión (NADCA) publica estándares de tolerancia detallados que son la referencia de la industria para especificar piezas de fundición a presión.
Acabado superficial
Las superficies fundidas sobre aluminio fundido a presión suelen estar en el rango de 63 a 125 micropulgadas Ra (1,6 a 3,2 micrómetros Ra), lo que es lo suficientemente suave para la mayoría de los fines funcionales y cosméticos sin necesidad de acabados adicionales. Las piezas fundidas a presión de zinc pueden lograr superficies aún más finas y recibir galvanoplastia directamente, lo que las hace preferidas para herrajes decorativos que serán cromados o niquelados.
Plazo de entrega de herramientas y plazo de entrega de piezas
La fabricación de herramientas para una matriz de fundición a presión de aluminio moderadamente compleja generalmente requiere 8 a 14 semanas desde la aprobación del diseño hasta los primeros disparos. Las herramientas simples se pueden completar más rápido; Los troqueles grandes, con múltiples cavidades o complejos pueden tardar entre 16 y 20 semanas. Una vez que las herramientas están probadas y en producción, los plazos de entrega de las piezas dependen de las cantidades de ejecución y la programación, pero suelen ser de 3 a 6 semanas para los pedidos estándar. Las líneas dedicadas de gran volumen pueden enviar piezas con menor antelación una vez que se establece el cronograma de producción.