English
English русский
русский Español
Español
Inicio / Noticias / Noticias de la Industria / ¿Cuáles son algunos defectos superficiales en las piezas fundidas a presión de aluminio?
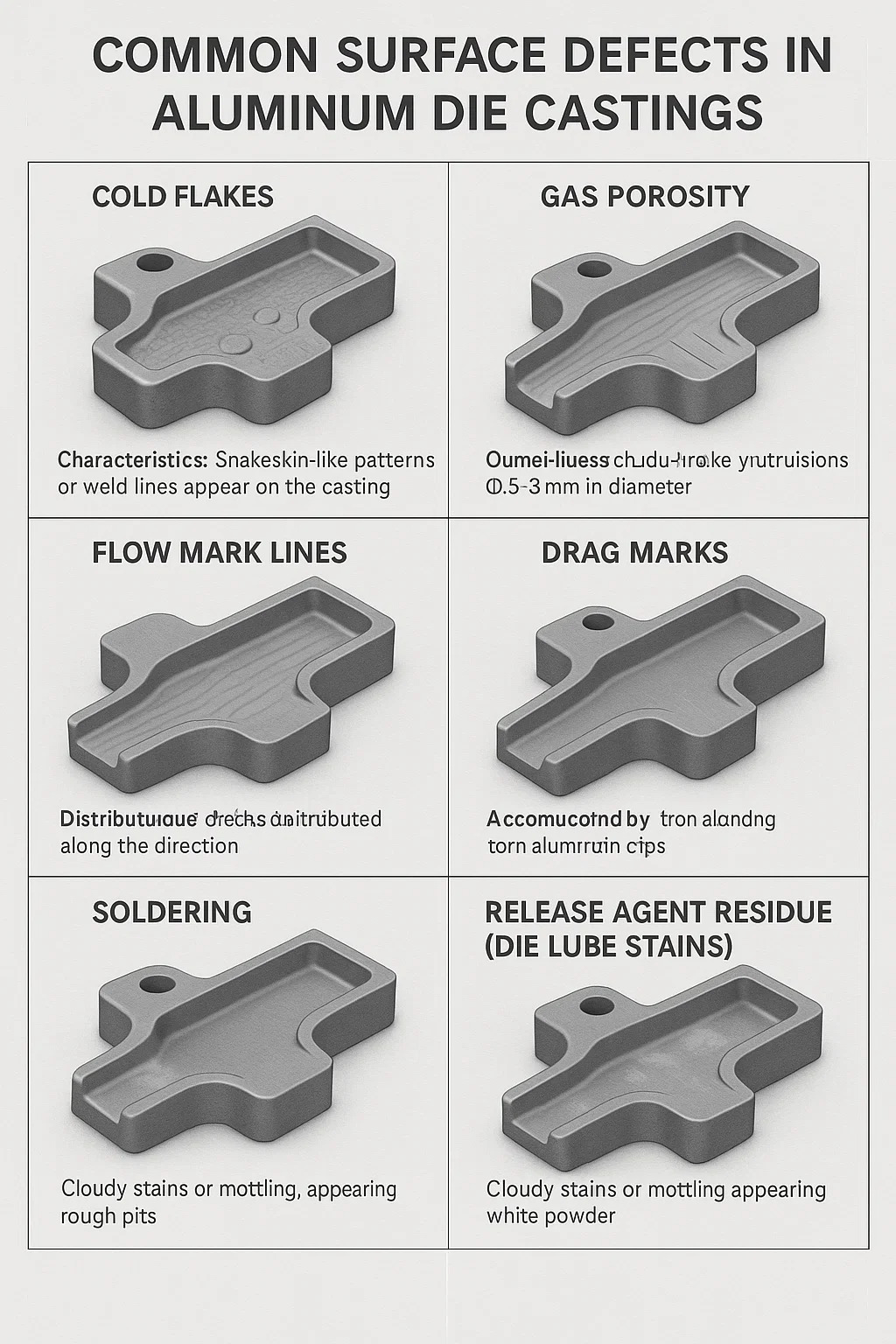
Explicación detallada de la superficie común Defectos en Fundiciones a presión de aluminio
1. Copos fríos
Características: En la superficie de fundición aparecen patrones o líneas de soldadura similares a pieles de serpiente y la superficie se siente desigual.
Causa: Baja temperatura del aluminio fundido o velocidad de inyección lenta, lo que provoca que las dos corrientes de aluminio no se fusionen.
Daños: Fuerte disminución de la resistencia estructural, especialmente en áreas de paredes delgadas propensas a agrietarse.
2. Porosidad del gas
Características: En la superficie aparecen protuberancias lisas en forma de burbujas (de 0,5 a 3 mm de diámetro), que se rompen y revelan agujeros.
Causas:
Mala ventilación del molde (pasadores eyectores bloqueados/superficie de separación)
Generación excesiva de vapor del agente de liberación
Zonas de alto riesgo: Raíces de costillas y partes superiores de cavidades cerradas.
3. Marcas de arrastre
Características: Rasguños largos y lineales a lo largo de la dirección de la corriente de aire, a veces acompañados de astillas de aluminio rotas.
Causas:
Ángulo de tiro insuficiente (por ejemplo, menos de 1°)
Rayones o pulido insuficiente en la superficie de la cavidad del molde.
4. Líneas de marcas de flujo
Características: Rayas de color onduladas distribuidas a lo largo de la dirección del flujo de aluminio fundido
Causas:
Diseño inadecuado de la compuerta que genera flujo turbulento
Estratificación de la temperatura del aluminio (enfriamiento rápido de la superficie)
5. Control de calor
Características: Red de microfisuras, que a menudo se producen en la zona de transición gruesa-delgada
Causas:
Sobrecalentamiento local del molde (falla del sistema de agua de refrigeración)
Expulsión prematura, solidificación incompleta del interior de la pieza
6. Soldadura
Características: La superficie de fundición se adhiere al acero del molde, formando hoyos rugosos
Causas:
Impactación directa de aluminio sobre el acero del molde (por ejemplo, impactación directa de la compuerta sobre el núcleo)
Abrasión del revestimiento de la superficie del molde
7. Residuo del agente liberador (manchas de lubricante)
Características: Manchas turbias o polvo blanco, moteado después del anodizado
Causas:
Mala atomización del spray, lo que provoca acumulación en las esquinas
Eliminación incompleta durante el proceso de soplado de aire